
|
| |
|
Слаботочка Книги
Обозначим rtij/Vj через pj. Тогда: Р2=Р2-Р1Р2; Рз=Рз-Pip2-Р2Р1; Рг=РГ М - 1 - 2 РгРМ-г. г=1 Точки эмпирической функции распределения рассчитываются следующим образом: Р(0)=0; ?(l)=pi, ?(2)=Pi + P2,..., (r)= ilPft.-. Оценка параметров распределения может быгь выполнена графическим, методом или методом НК. Пример 19.11. В течение полугода подверглись обследованию 1143 объекта, наработки которых, выраженные с абсолютной погрешностью 0,5 года, зани-маюг диапазон 1-9 лет (табл. 19.9). Объекты восстанавливаемые. Требуется оценить наработку на отказ объекта. Решение. Результаты расчетов приведены в табл. 19.9. Если нанести точки эмпирической функции распределения на вероятностную бумагу распределения Вейбулла-Гнеденко можно убедиться в том, что они хорошо ложатся на прямую, и явных противопоказаний к применению этого распределения не имеется. Вычислим оценки параметров распределения методом НК: откуда b = 2,44; In с = 2,09, = е~2.09 ==8,1 и Т == 8,1-0,887 ~ 7,5 лет. 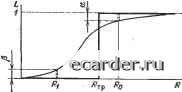 Глава 20 * КОНТРОЛЬ ПОКАЗАТЕЛЕЙ НАДЕЖНОСТИ 20.1. ПРЕДВАРИТЕЛЬНЫЕ ЗАМЕЧАНИЯ Как указывалось ранее, цель контроля (контрольной процедуры) - установить, соответствует ли изделие заданным требованиям.Результатом контроля является решение о соответствии или несоответствии изделия требованиям (приемка или браковка изделия).На языке математической статистики задача контроля показателя надежности формулируется как задача проверки гипотез о его значениях. Все изложенное в этой главе относится к случаю, когда показатель надежности R возрастает с надежностью (например, Т или Р (/)). Если в технической документации указано требуемое значение показателя Ктр. то при разработке контрольной процедуры стремятся обеспечить приемку изделий с уровнем надежности R > Rp и браковку изделий с урсжнем надежности R < R.i,p. На рис. 20.1 показана зависимость вероятности приемки изделия L от его надежности R, называемая оперативной характеристикой плана контроля. Идеальная оперативная характеристика показана на рис. 20.1 жирной линией. Однако практически она недостижима, так как требует бесконечного объема наблюдений (вре-Рис. 20.1. Оперативная характери- мени наблюдений, числа образцов, опытов и т. п.). Реальная оперативная характеристика представлена на рис. 20.1 тонкой линией. Вводят два уровня контролируемого показателя надежносги: приемочный R и браковочный Ri - и оговаривают значения L (R) в этих точках. При этом считается, что изделия с уровнем надежности R > Ro, безусловно, приемлемы для noTpefti-теля и должны приниматься с достаточно высокой вероятностью не ниже L (Re), а изделия с уровнем R < R неприемлемы и должны с высокой вероятностью (не ниже 1 - L (Ri)) браковаться. Вероятностями противоположных событий а = = 1 - L (Ro) и р = L (Ri), т. е. вероятностями ошибочных выводов, принято характеризовать степень уверенности контролеров в правильности принимаемых решений. Вероятности аир называются рисками поставщика и потребителя соответственно. Таким образом, проверка гипотезы R > R.rp против гипотезы R < Rtp заменена проверкой гипотезы R > Ro против гипотезы R < R. Как видно из рис. 20.1, величины аир характеризуют максимально возможные вероятности ошибок в областях R > Ro и R < Ri соответственно. Это позволяет проверку сложных гипотез R > Ro и R < R, заменить проверкой простых гипотез R = Ro и R = Rj. Контроль, обеспечивающий заданные риски в этих точках, обеспечит такие же и меньшие риски в областях R > Ro и R < Rj. Четыре числа Ro, Ri, ее и р определяют две точки оперативной характеристики, что при выбранной процедуре контроля (одноступенчатая, последовательная), в свою очередь, определяет план контроля, включая объем наблюдений V. Объем V является единственным ограничением, не позволяющим произвольно уменьшать риски и сближать приемочный и браковочный уровни. Поэтому при планировании контроля следует выбирать Ro, Ri, аир таким образом, чтобы использовать имеющиеся возможности, не выходя за пределы последних. На различных этапах разработки, производства и эксплуатации изделий эти возможности различны, поэтому указанные параметры целесообразно выбирать на стадии разработки программы и методики контроля надежности для соответствующего этапа. Размещение интервала [Ri, Rol относительно заданного значения Я при а = Р должно выбираться с учетом ущерба, наносимого потребителю приемкой плохих изделий и поставщику браковкой хороших. Если ущерб потребителя сопоставим с ущербом поставщика, интервал [Rj, Rol размещается симметрично около Ртр так, чтобы L (Rp) 0,5. Если ущерб потребителя невелик по сравнению с ущербом поставщика, интервал [Ri, Rol смещается влево вплоть до крайнего положения, когда Ro = Ртр- При обратном соотношении (ущерб поставщика невелик по сравнению с ущербом потребителя) интервал смещается вправо (крайнее положение R = Rtp). Вообще говоря, точки с координатами Rj, р, и Ro, а должны выбираться как точки равного ущерба (для поставщика и потребителя). В главе рассматривается только случай, когда контролируемый показатель надежности является одномерной величиной типа наработки или вероятности. Важно иметь в виду, что если для изделия нормировано несколько таких показателей надежности, то применение методов гл. 20 к каждому из них обеспечивает для изделия в целом совершенно не те риски, которые обеспечиваются для отдельных показателей надежности. Поскольку при планировании контроля нет априорной информации, любое планирование рассчитывается на наихудший (с точки зрения различения гипотез Ro и Ri) результат, т. е. средний, неопределенный, близкий к середине между Ro и Ri. Однако реальный результат R после окончания наблюдений может заметно изменять уверенность в правильности принятого решения. Принятые для планирования риски аир характеризуют только план контроля и не могут служить мерой этой уверенности, поэтому после контроля вместо них целесообразно использовать так называемые наблюдаемые риски (см. п. 20.2.4): после браковки наблюдаемый риск поставщика а - вероятность результата, который не лучше реально полученного R, при условии R = Ro; после приемки наблюдаемый риск потребителя р - вероятность результата, который не хуже реального R, при условии R = R. В отличие от наблюдаемых обычные планируемые риски аир определяются до испытаний. Отметим, что и те и другие риски являются условными вероятностями - при условиях R = Ro или R = Rj. Поскольку аир относятся к гипотетическому наихудшему результату наблюдений, а а и р - к реальному, имеют место соотношения а < а и р< р. На рис. 20.1 области значений а и р обозначены двойной штриховой линией. Контроль показателей надежности может производиться и без предварительного планирования объема наблюдений, когда контроль надежности совмещается с испытаниями изделий по другим параметрам или с эксплуатацией изделий. Этот случай рассмотрен в п. 20.2.5. В процессе разработки изделий контроль надежности проводят как минимум один раз на приемочных испытаниях, зачастую используя также статистику предварительных и других испытаний. При серийном производстве изделий контроль надежности обычно предусматривают в составе периодических испытаний. Контроль надежности высоконадежных малосерийных изделий целесообразно вводить в состав типовых испытаний (обычно проводимых при изменениях конструкции, технологии или комплектующих), указывая, что основанием для проведения контроля надежности могут быть сведения о ее недостаточном уровне, полученные по результатам каких-либо испытаний или эксплуатации изделия. В каждом таком случае составляется методика контроля, учитывающая характер поступивших сведений и имеющиеся возможности. Контроль надежности больших сложных изделий с широким применением резервирования может быть включен в состав приемо-сдаточных испытаний, поскольку большой объем получаемой ста- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 [112] 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||