
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 [16] 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 Купить корм для собак оптом от производителя kormdog.ru/ctm. териалы допускают работу при более высокой температуре, бла-тодаря\хорошей гибкости более удобны для производства. Фольги-рованнйе полиимидные пластики изготовляются прессованием, прокаткой между валками, нанесением слоя смолы на фольгу. Слоистые материалы относительно малочувствительны к проникновению влаги. Но и малое проникновение влаги может оказать существенное влияние на работоспособность аппаратуры. Влага проникает в материал главным образом через торцевые части платы. Однако, если поверхность платы имеет механические или химические повреждения, абсорбция может происходить и через поверхность. Поэтому для устранения влияния влаги на работу печатных плат и придания ячейке большей механической прочности рекомендуется использовать защитные покрытия. Надежное защитное покрытие для печатных плат должно обладать хорошими влагозащитными и диэлектрическими свойствами. Как правило, используются: покрытие односторонней платы только со стороны печатных проводников, при этом защищают проводящие дорожки и обрезанные края платы; двустороннее покрытие печатной платы, в том числе и компонентов; заливка блока в целом. Первые два метода предпочтительнее для ремонтопригодных плат; в этом случае целесообразно использовать прозрачное покрытие. Третий способ обычно применяют для неремонтопригодных плат. В настоящее время число материалов, применяемых для покрытия печатного монтажа со стороны проводников, очень велико. Многие из них хорошо совместимы с пайкой, т. е. их не надо удалять перед пайкой для присоединения или отпайки компонентов. Покрытия наносят распылением при маскировании контактов. Чаще всего для покрытия используются лаки на основе алкидных стиреновых смол или быстросохнущие модифицированные феноль-ные смолы. Эти лаки высыхают на воздухе, они достаточно хорошо совместимы с канифольными флюсами. Одним из недостатков лаков является то, что они выделяют органические пары, вызывающие коррозию используемых металлов. Кремнийорганические лаки обладают хорошими свойствами и применяются в случаях, когда требуется максимальная тепловая долговечность. Однако они относительно непрочны механически и неустойчивы к некоторым растворителям. Вииильные лаки образуют плотные пленки с характеристиками, удовлетворяющими механическим и электрическим требованиям. Очень популярны лаки на основе эпоксидной смолы: они долговечны, обладают хорошей адгезией к соответствующим образом подготовленным поверхностям и отличными электрическими свойствами. Однако они не позволяют создать ремонтопригодные покрытия, поскольку их трудно удалять, и адгезия между отдельными слоями при многослойном покрытии может быть плохой. Из современных органических материалов для покрытий наибольшее распространение получили акрилы, полиуретаны и изоме-ризованная резина. Акриловые лаки по общим характеристикам аналогичны виниловым. Они влагоустойчйвы и имеют хорошие электрические свойства, однако их стойкость по отношению к некоторым растворителям недостаточно велика. Такие лаки не препятствуют пайке. Полиуретаны очень разнородны. Следует иметь в виду, что при высокой влажности их свойства хуже, чем у материалов, полученных на основе двухкомпонентной системы. Последние создают на основе полиэфирной смолы, смешанной с изо-цианатными компаундами непосредственно перед использованием. Такие материалы обладают хорошей стойкостью к растворителям и внешним воздействиям, а также имеют хорошие электрические свойства. Все лаки можно использовать для покрытия печатных плат методами погружения или распыления. Для защиты можно применять также парафины и другие изолирующие материалы, например раствор кремнийорганических полимеров в ксилене, который высыхает на воздухе и образует прозрачную воскообразную гибкую пленку с хорошими гидрофобными и диэлектрическими свойствами. В литературе сообщалось о применении в качестве основания печатной платы анодированных алюминиевых пластин, окисная пленка которых обладает хорошими электроизоляционными свойствами. Применение металла в качестве основания многослойных печатных плат обеспечивает надежное крепление деталей, хороший теплоотвод, заземление; плата может иметь самую разнообразную форму: угловую, ступенчатую, цилиндрическую. Элементы конструкции такой платы удовлетворяют тем же требованиям, что и элементы конструкций плат на изоляционном основании. Каждый метод изготовления печатных плат предъявляет к элементам их конструкции определенные технологические требования. Например, при изготовлении печатных проводников электрохимическим методом должны быть предусмотрены технологические проводники, соединяющие весь монтаж между собой накоротко для обеспечения возможности отложения металла на всех соединениях схемы, а также намечены пути их разъединения на необходимые отдельные проводники. Это требует дополнительных технологических отверстий на плате или каких-либо других мер. Химический метод применяется для изготовления печатных плат из одностороннего фольгированного диэлектрика, чаще всего гетинакса. Как правило, изготовление плат осуществляется на универсальных механизированных линиях, состоящих из отдельных автоматов и полуавтоматов, последовательно выполняющих операции технологического процесса. Для максимальной механизации и автоматизации процесса все печатные платы изготовляются на технологических заготовках одного габарита, на которых может быть скомпоновано до трех и более плат, т. е. используется метод групповой обработки. Схематическое изображение односторонней печатной платы приведено на рис. 3.1. При конструировании печатных плат, изготовляемых химическим методом, следует учитывать, что мон- 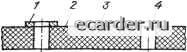 Рис. 3.1. Односторонняя печатная плата: J - контактная п.пощадка; 2-основание платы; 3 - проводник, переходящий в контактную площадку; 4 - монтажное отверстие 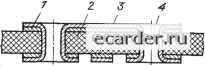 Рис. 3.2. Двусторонняя печатная плата: / - контактная площадка, переходящая в-, проводник; г -основание платы; 3 - проводник; 4 - металлизированные отверстия: тажные отверстия, как правило, выполняются .без зенкования. Со стороны установки компонентов допускается зенковапие монтажных отверстий. При изготовлении двусторонних печатных плат, как правило,, используется комбинированный позитивный метод, при котором, акспонирование рисунка соединений производится с фотопозитива (откуда и произошло название). Технологический процесс изготовления двусторонних печатных плат комбинированным методом достаточно хорошо отработан и в значительной мере оснащен специальным оборудованием. На рис. 3.2 приведено схематическое изображение двусторонней печатной платы, изготовленной комби--нированным позитивным методом. При конструировании таких . плат следует иметь в виду, что металлизированные отверстия могут выполняться как с зенковкой, так и без нее. При отсутствии зенковки допускается уменьшение размеров контактных площадок, что является одним из путей увеличения плотности монтажа. •Однако существенное увеличение плотности монтажа может быть достигнуто только при использовании многослойных печатных плат. Многослойные печатные платы рекомендуется изготовлять методом металлизации сквозных отверстий. Сущность этого метода состоит в том, что необходимое число слоев, на которых тем или иным способом выполнены печатные соединения, склеивается (прессуется), после чего в полученной многослойной плате сверлят сквозные отверстия и металлизируют их. При этом те слои, которые должны быть соединены между собой, имеют контактные площадки, торцевые части которых соединяются с металлизированными отверстиями (рис. 3.3). Рисунок соединений внутренних слоев многослойной печатной платы выполняется на заготовках из одностороннего или двустороннего фольгированного диэлектрика фотохимическим способом, рисунок наружных слоев- комбинироБаиным позитивным методом после прессования-многослойной печатной платы. Поскольку надежность межслойных соединений в значительной мере зависит от качества соединения стенки металлизированного отверстия с торцевой частью контактной площадки, используют подтравливание диэлектрика внутри отверстия .до металлизации. .При это.м часть поверхности контактной площадки обнажается и при металлизации отверстия получается более качественное 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 [16] 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 |