
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 [40] 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 метизации. Для получения более качественного шва спаиваемые детали заранее облуживаются (лучше гальваническим путем), а затем в сомкнутом виде нагреваются до температуры плавления припоя. Пайка твердыми припоями дает более прочные соединения, иногда не уступающими по прочности основному материалу. Для прочности соединения большое значение имеет качество подготовки спаиваемых поверхностей, шероховатость обработки которых должна быть не ниже /?г=20 мкм. При любых соединениях необходимо предусматривать возможность надежной фиксации деталей относительно друг друга в процессе выполнения пайки. В НК с помощью пайки можно получать неразъемные соединения деталей, выполняемых из углеродистых и нержавеющих сталей, ковар а, меди и ее сплавов, алюминиевых и магниевых сплавов, молибдена и ковара, металлизированной керамики и других материалов. Основные виды паяных соединений приведены на рис. 5.18,а-г. При пайке деталей из материалов с различными ТКЛР наружная деталь должна иметь большой ТКЛР, чтобы обеспечить сжатие припоя при остывании. Растекание пропоя в зазоре определяется конструкцией и размерами последнего. Прямые углы обеспечивают хорошее протекание припоя через все соединения (рис. 5.18,6). Расширения в зазорах (фаски, скругления) останавливают течение припоя (рис. 5.18,е). Рекомендуемые зазоры в паяных соединениях приведены в табл. 5.9. В герметизированных корпусах электрические выводы осуществляются через металлостеклянные вакуумно-плотные соединения: глазковые, дисковые и окошечные (ОСТ 4ГО.010.042) - см. ст. 87-98. 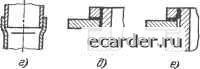 а) ffj в) Рис. 5.18. Паяныесоединения Таблица 5.9. Рекомендуемые зазоры в паяных соединениях
Электрические вводы в гермокорпуса также осуществляются через керамические изоляторы, представляющие собой цилиндрические или конусные втулки, отверстие и наружная поверхность (по кольцевому пояску) которых металлизируются. В отверстие изолятора впаивается металлическая трубочка или стержень, а Сам изолятор впаивается металлизированным пояском в корпус. Герметизация такими изоляторами несколько хуже, чем металло-стеклянными соединениями, поскольку между керамикой и металлизацией происходит небольшая утечка газа. Степень герметичности корпусов определяется степенью натекания газа [2]: B„==VAp/t. (5.10) где В„ - степень натекания газа, дм-Па/с; У -объем газа внутри блока, дм; Ар - избыточное давление внутри блока. Па; t - срок службы или хранения блока, с. В зависимости от конструкции уплотнительного стыка герметизация бывает неразъемной, демонтируемой и разъемной. Рекомендации по выбору вида герметизации и способа выполнения уплотняющего стыка даны в табл. 5.10. Выполнение неразъемного уплотняющего стыка сваркой производится способами, указанными выше. Демонтируемая сварка между корпусом / и крышкой 2 (рис. 5.19,а,б) производится оплавлением плазменным или лазер- Таблица 5.10. Рекомендации по выбору вида герметизации
 Рис. 5.19. Демонтируемая сварка  Рис. 5.20. Демонтируемая пайка ным способом. Поскольку глубина сварки, выполняемая указанными способами, лежит в пределах /св=0,2-0,4 мм, то при реальной ширине бортика, равного Ьб=1,5-2 мм (рис. 5.19,а) и Ьб=3-4 (рис. 5.19,6), можно демонтировать данное соединение механическим способом (фрезерованием) на 3-4 или 6-8 раз. Демонтируемая сварка имеет недостаток: демонтаж необходимо производить аккуратно, чтобы металлическая стружка при фрезеровании не попала внутрь блока и не замкнула элементы •схемы. Демонтируемая пайка выполняется способом, показанным на рис. 5.20. В паз между корпусом / и крышкой 5 закладываются шнур 2 из термостойкой резины, стальная проволока 3 и запаиваются припоем 4. Резиновый шнур обеспечивает предварительную герметизацию, защищая внутреннюю полость блока от попадания паров флюса при пайке. При демонтаже паяный шов разрушается вытягиванием проволоки 3, которая для удобства работ должна иметь свободный конец, выходящий за пределы пайки. Разъемная герметизация осуществляется применением металлических и эластичных уплотнительных прокладок. Различные схемы конструкций уплотняющего стыка между корпусом I и крышкой 2 с применением прокладок 3 показаны на рис. 5.21. Металлические уплотнительные прокладки делаются из мягкого материала, имеющего пластическую деформацию при небольших усилиях: свинец, алюминий, отожженная красная медь. Такие прокладки бывают различного сечения: плоские (рис. 5.22,е). с одним выступом (рис. 5.22,6) и с двумя выступами (рис. 5.22,в). Недостатком разъемной герметизации с применением металлических уплотнительных прокладок является то, что при многократных температурных циклах уплотнение нарушается в результате усадки (наклепа), из-за различных ТКЛР материалов прокладки и корпуса. В качестве эластичного материала для прокладок в разъемной герметизации применяется резина различных марок. Резиновая прокладка, помещенная в гнездо корпуса, сжимается, т. е. имеет натяг. В процессе эксплуатации на эту прокладку действует давление: =Рн-гРо.с, где Рн - начальное давление за счет натяга, Ро.с - давление окружающей среды. Сечения резиновых прокладок, наиболее часто применяемых в конструкциях корпусов РЭА, показаны на рис. 5.22,г.  Рис. 5.21. Конструкция уплотняющего стыка 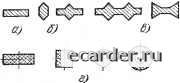 Рис. 5.22. Сечения металлических и резиновых уплотнительных прокладок 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 [40] 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 |
|||||||||||||||||||||||||||||||||||||||||||