
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 [10] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 На рис, 2.10 приведены многочисленные примеА1 рацдокадьвш и нерациональных сварных соединений из алюминиевых сплавов. Соединения на рис. 2.10, а-к рациональны, так как сварные швы удалены от зоны резкого изменения сечений. Соединения на 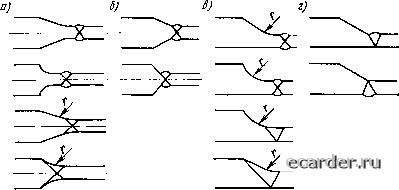 Рис. 2.9. Стыковые соединения алюминиевых сплавовз а, в - рациональные. 6, е - нерациональные а) S) И) V Р) С) г 1 1 Рис. 2.10. Виды элементов алюминиевых конструкций рис. 2.10, л-п имеют значительную угловую жесткость и находятся в зоне концентрации. По сравнению с ними соединения, показанные на рис. 2.10, р-у, несколько лучше, поскольку в них обеспечена повышенная податливость. § 3. Сварные соединения, выполненные контактной сва]неей Соединения при стыковой сварке. Контактная стыковая сварка имеет огромное распространение в различных конструкциях. Особенно эффективно ее применение при сварке изделий в массовом производстве, «апример арматуры железобетона, типизированных конструкций рам, продельных швов труб. Хорошо свариваются конструкции из низкоуглеродистых, углеродистых, низколегирован- ных и некоторых высоколегированных сталей с площадью поперечного сечения до нескольких сотен квадратных сантиметров. Контактным способом получают стыковые соединения элементов с круглыми, квадратными, прямоугольными, трубчатыми, профильными (уголки, тавры, рельсы) сечениями. С увеличением периметра детали и уменьшением ее толщины процесс сварки усложняется. Наиболее хорошо соединяются элементы одинакового поперечного сечения (рис. 2.11, а-в). Диаметры di и di соединяемых элементов круглого сечения (рис. 2.11, г), а также толщины труб Si и (рис. 2.11, д) по возможности не должны отличаться друг от друга более чем на 15 %. Возможность контактной сварки больших поперечных сечений зависит от оборудования. Институтом электросварки им. Е. О. Патона созданы установки для сварки газопроводных труб диаметром 1420 мм, и это не явля- г) I  Рис. 2.11. Соединения при стыковой контактной сварке ется пределом. Площадь поперечных сечений деталей, свариваемых контактным способом, приближается к 1000 CM". Специальный расчет прочности стыков, сваренных контактным способом и работающих под статической нагрузкой, не производится. Прочность стыка обеспечивается прочностью самого элемента. Стыковой контактной сваркой сваривают не только различные сорта сталей, но и цветные сплавы. Соединения при точечной сварке. В большинстве случаев точечной сваркой сваривают изделия при условии расположения электродов с двух сторон относительно свариваемых частей. Это предъявляет определенные требования к габариту конструкций. Разработаны установки, позволяющие производить точечную сварку при одностороннем расположении обоих электродов. Точечной контактной сваркой наиболее часто соединяют элементы, имеющие малые толщины - от долей до нескольких миллиметров (рис. 2.12, а). Хорошо свариваются прочные и высокопрочные углеродистые стали, различные сплавы, в частности алюминиевые и титановые. Не рекомендуется допускать точечных соединений элементов, отношение толщин которых 2э 3. Точечной сваркой можно сваривать также три детали и более. При этом элемент большей толщины следует укладывать между двумя другими (рис. 2.12, б). Сварными точками соединяют между собой не только плоские, но и цилиндрические детали (рис. 2.12, в), стержни круглого сечения с пластинами (рис. 2.12, г) и т. п. Весьма целесообразны для сварки точками заготовки, имеющие открытые профили или с отбор-товкой (рис. 2.12, д). На рис. 2.12, е показан узел менее рацио- нальный, так как в процессе сварки большая масса металла вво»-дится в контур вторичной цепи, вследствие чего увеличивается индуктивное сопротивление машины. 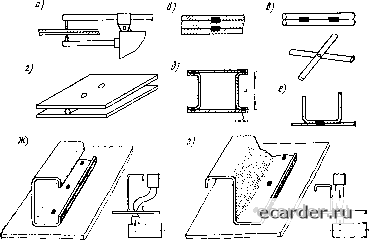 Рис 2 12 Примеры соединений при точечной сварке- а, 6 - плоские заготовки, в, г - цилиндрические заготовки, д, э - рациональное соединение, е, ж - нерациональное соединение На рис. 2 \2, ж показана конструкция, свариваемая изогнутым электродом, трудно выполнимая для сварки на точечной машине; на рис. 2.12,3 изобра- а) 6) I -(ИИ)- -<ИИ»--(ИН)--(ИИ»- / МНИК jjieH рациональный узел. В сварном точечном соединении приняты следующие обозначения (рис. 2.13): d - диаметр точки; t-шаг точек; ti - расстояние от центра сварной точки до края детали в направлении действия силы Р; tl-расстояние от центра сварной точки до свободной кромки в направлении, перпендикулярном действию силы Р; tl и 4 нормируются с учетом технологических и силовых факторов. Расстояние между центрами точек в соединении должно быть не меньше некоторого предельного размера ввиду шунтирования тока через ранее сваренную точку. Чем больше расстояние между сварными точками, тем меньше шунтирование тока, следовательно, Рис 2 13 Виды соединений с несколькими точками в зависимости от направления нагрузки а; а - продольное, б - поперечное, в - смешанное 0 1 2 3 4 5 6 7 8 9 [10] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |