
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 [12] 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 практически наиболее часто соединения конструируются смешанными (см. рас. 2.13, в), так как один поперечный ряд неравнопрочен с соединяемым элементом. Напряжение в точке такого соединения определяется в условном предположении, что вс€ точки работают равномерно: т = 4Р/(гя2)=-[4], (2.27) где i - число односрезных сварных точек в соединении. Если точки двусрезные, то i - общее число плоскостей среза в соединении. С учетом неравномерного распределения усилий между точками допускаемое напряжение [tJ] в смешанном соединении целесообразно снизить на 10-20 %. Часто в конструкциях сварные точки являются связующими и рабочих напряжений не передают. Например, при формировании профилей элементов конструкций, которые воспринимают продольное усилие, точки служат для связи между отдельными частями. Соединения обшивок с каркасом также часто осуществляют точками. Указанные точки при статических нагрузках в большинстве случаев не оказывают существенного влияния на прочность. Примеры сварки профильных элементов точками приведены на рис. 2.17. В верхнем горизонтальном ряду даны точечные соединения, особенно удобные для сварки, во втором ряду - удобные, в третьем - не вполне удобные, в четвертом - трудные. Соединения при шовной сварке. Шовная контактная сварка допускает возможность соединений элементов от весьма малых толщин до суммарной толщины 4 - 6 мм из сталей и цветных сплавов. Шовной сваркой, как правило, соединяют изделия при расположении роликов с обеих сторон соединяемых частей (рис. 2.18, а, б), но можно производить сварку и иа подкладке при расположении роликов с одной стороны (рис. 2.18, в). При шовной сварке между соединяемыми элементами образуется шов путем постановки ряда точек, перекрывающих друг друга. Нахлесточные соединения образуют в соединениях эксцентриситеты, в результате которых возникают помимо основных продольных сил изгибающие моменты. При этом прямолинейные элементы (рис. 2.18, г) несколько искривляются (рис. 5.18, д). 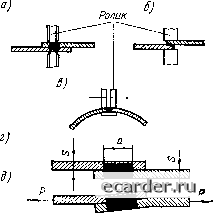 Рис. 2.18. Соединения при шовной сварке: а - нахлесточное без скоса кромок; б - на-хлесточное со скосом кромок (редко применяется); в - стыковое без подготовки кромок (редко применяется); г - сечение шва; д - деформация соединения после приложения растягивающей силы Поскольку элементы, с&ариваемые шовной сваркой, имеют малые толш,ины, влияние изгибающего момента незначительно и его при расчете прочности не учитывают. Напряжения в швах при шовной сварке определяют по усилию среза g = Pl{la), (2.28) где Р - действующая в соединении сила; а - ширина шва; / - длина шва. § 4. Соединения при специальных методах сварки Соединения при электрошлаковой сварке. Электрошлаковая сварка является одним из прогрессивных бездуговых процессов сварки. Она обеспечила создание комбинированных прокатно-лито-ковано-штампованных изделий больших сечений, объединенных в единый агрегат. Этим способом сваривают конструкции рам, барабанов, крупных машиностроительных узлов, сооружений металлургических комплексов и т. п. При электрошлаковой сварке укладку швов производят в вертикальном положении, выполняют стыковые, угловые и тавровые соединения. Нередко эти соединения являются связующими, но их применяют и в качестве рабочих. Электрошлаковой сваркой соединяют в основном элементы, имеющие толщины от 30 до 1000 мм и более, но в некоторых случаях сваривают и меньшие толщины. Этим методом соединяют между собой листы, плиты, тела круглого сечения, толстостенные трубы, например пустотелые валы, и т. п. Электрошлаковой сваркой можно соединять различные марки сталей: низкоуглеродистые, углеродистые, низколегированные и др. Она не требует скоса кромок, очень производительна и экономична (мало расходуется присадочной проволоки и флюсов). Однако конструкции, сваренные электрошлаковой сваркой, при большой толщине стенок часто приходится подвергать термической обработке-отпуску и нормализации для снятия остаточных напряжений и улучшения структуры. Это несколько удорожает производство. Хорошо соединяются электрошлаковой свартсой детали из титановых и алюминиевых сплавов. На рис. 2.19 приведен пример соединения, выполненного электрошлаковой сваркой. В большинстве случаев расчет швов при электрошлаковой сварке не отличается от проверки напряжений в основном элементе конструкции, так как площадь шва бывает при этом эквивалентна площади основного металла. Приходится лишь в некоторых случаях в месте стыков понижать допускаемое напряжение. Примеры соединений (угловых и тавровых), получен-нйх электрошлаковой сваркой, приведены на рис. 2.20. Рис. 2.19. Пример шва при электрошлаковой сварке Соединения при сварке трением. Метод эффективен, так как при этом расходуется малое количество энергии. Зона разогрева имеет небольшую протяженность, а соединения достаточно прочны. Этим методом сваривают инструменты, например приваривают режущую часть к державке из поделочной стали. Его используют при изготовлении закладных частей арматуры железобетона, при сварке некоторых изделий из труб, деталей машин.  Рис. 2 20 Примеры соединений при электрошлаковой сварке: а, б - угловые, в - д - тавровые, е - стыковые Сварка трением производится согласно одной из схем, изображенных на рис. 2.21. В процессе относительного вращения деталей прижатые друг к другу торцы соединяемых элементов разогреваются. При достижении нужной температуры, зависящей от материала, вращение прекращают и увеличением силы Р производят осадку. Хорошо свариваются между собой не только однородные, но и разнородные металлы, например сталь + медь + алюминий.  Рис. 2.21. Схема сварки треиием: о - при вращении одной детали, б - при вращении обеих деталей, в - сварка с вращающейся проставкой, г - при поступа-тельно-возвратком движении При сварке трением получают стыковые и тавровые соединения (рис. 2.22) с высокими механическими свойствами. Расчетные напряжения в сварном соединении при этом оказываются эквивалентными напряжениям в основном металле. Допускаемые напряжения устанавливаются на основе специальных опытов. Соединения при диффузионной сварке. Диффузионная сварка позволяет соединять металлы, неметаллические материалы и металлы с неметаллическими материалами. Сварка производится в вакуумных камерах при сжатии соединяемых элементов и их на-треве до температуры, меньшей температуры плавления материала. Поэтому в таких сварных соединениях не наблюдается существен- 0 1 2 3 4 5 6 7 8 9 10 11 [12] 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |