
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 [14] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 перегиб на 180°. Эффективно применение лазера для соединений закаленных сталей. Радиочастотная сварка. Схема радиочастотной сварки изображена на рис. 2.26. Радиочастотная сварка весьма производительна - скорость достигает 50 м/мин. Количество потребляемой энергии и температурное влияние ее на основной металл весьма незначительны. Радиочастотной сваркой соединяют не только стальные трубы, но и трубы из цветных металлов. При сварке латунных труб швы образуются так же, как и при обычной стыковой контактной сварке, но из-за большой скорости процесса не происходит расплавления и испарения цинка в поверхностном слое. Этим способом можно сваривать профильный металл при небольшой толщине элементов. Примеры расчета. Рассмотрим два примера расчета угловых швов, очерченных по равнобедренному треугольнику. 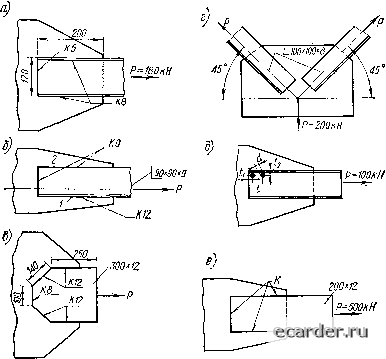 Рис. 2.27. Примеры расчета сварных соединений Пример 1 (рис. 2.27, а). Швеллер № 12 прикреплен к листу лобовым и фланговыми швами. Сварка ручная ф = 0,7). Определить напряжения в швах при Р = 180 кН. Площадь сечения лобового шва, имеющего катет шва К = 5 мм. /д==фК = 12-0,7-0,5 = 4,2 см2. Площадь сечения двух фланговых швов при К = 8 мм Рф, = 2фК = 2-20 0,7 0,8 = 22,4 см. Площадь сечения всех угловых швов прикрепления Р = Р+Рф26,6 см Напряжение среза в швах T = P/F = 0,18/0,00266 = 67,7 МПа. Пример 2 (рис. 2 27, б). Уголок 90 X 90 мм имеет площадь сечения F = = 15,6 см. Допускаемое напряжение в металле уголка [а]р = 200 МПа, допускаемое напряжение среча в шве [т] = 120 МПа. Спроектируем сварное соединение, равнопрочное уголку; сварка однопроходная полуавтоматическая (Р = = 0,8). Допускаемое растягивающее усилие в уголке P = [alpF = 200. 15,6- 10-* = 0,312 МН. Проектируем лобовой шов с катетом /С = 9 мм. Усилие, допускаемо? на лобовой шов, равно Рл = [т] рК/л= 120. 0,8 • 0,С09 0,09 = 0,078 МН. Остальная часть усилия должна быть передана на фланговые швьн Рф,=Р-Рл = 0,234 МН. Усилие, передаваемое на шов /, Р1 = 0,7Рфл = 0,164 МН. Кате! шва / принимаем К = 12 мм, тогда требуемая длина liPi/ФК [т]) = 0,164/(0,8.0,012- 120) = 0,142 м. Принимаем /i= 14 см. Усилие, передаваемое на шов 2, Р2 = 0,ЗРфл = 0,07 МН. Катет шва 2 принимаем /С = 9 мм, тогда требуемая длина шва 12 = Рг/фК [т]) 0,07/(0,8 • 0,009 • 120) = 0,08 м. Принимаем /3=8 см. Примеры 3-6 предлагаются для самостоятельной работы по расчету угловых швов. Пример 3 (рис. 2.27, в). Полоса сечением 300 X 12 мм прикреплена к листу фланговыми и косыми швами с катетами /( = 12 мм и лобовым швом с катетом /С = 8 мм. Определить допускаемое усилие Р, если [т] = 120 МПа; сварка автоматическая (Р = 1). Пример 4 (рис. 2.27, г). Определить требуемые длины фланговых швов для прикрепления двух тяг уголкового профиля 100 X 100 X 8 мм. Площадь сечения тяги F = 15,6 см. Поддерживаемый груз Р = 200 кН, сварка полуавтоматическая ф = 0,8). Пример 5 (рис. 2.27, д). Определить число сварных точек для прикрепления к листу швеллера № 6,5 площадью сечения F - 8,28 см и толщиной стенки 4,5 Мм ври условии Р = 100 кН с допускаемым напряжением иа срез точки ft] - 90 МПа и произвести их расстановку с учетом t, и t. Пример 6 (рис. 2.27, е). Полоса сечением 200 X 12 мм приваривается к листу, усилие Р - 500 кН, допускаемое напряжение шва \х] - 13G МПа. Определить количество наплабленного металла при швах в форме равнобедренного треугольника с катетами К, равными 8 и 12 мм; сварка ручная ф = 0,7). § 5. Соединения при сварке пластмасс Усилие прижатия Направление компаний 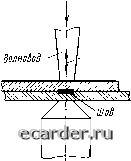 Рис. 2.28. Схема ультразвуковой сварки пластмасс Сварка горячим воздухом. При сварке воздух, нагретый в специальной горелке до 250-300 °С, в зоне сварки несколько охлаждается. Сварка осуществляется присадочным прутком, подающимся в разделку шва вручную или полуавтоматом. Сварка нагревательным элементом. Позволяет сваривать угловые, тавровые и стыковые соединения. Одним из способов этой сварки является электроимпульсная сварка очень тонких пленок толщиной в сотые доли миллиметра. При этом узкая металлическая лента прижимается к нахлестке соединяемых пленок, нагревается током и быстро охлаждается. Соединения обладают достаточной прочностью. Сварка токами высокой частоты. Этим способом сваривают поливинилхлорид, полиамид и др. Разогрев соединяемых деталей производится роликами, через которые пропускается ток высокой частоты. Сварка трением. Трением сваривают стыковые соединения преимущественно тел вращения: стержней круглого сечения, труб. Сварка ультразвуком пластмасс является одним из прогрессивных способов их соединения. Она производится по схеме, приведенной на рис. 2.28. Колебания волновода направлены перпендикулярно плоскостям стыкуемых элементов. Сварка обычно производится односторонним способом, но в некоторых случаях целесообразно расположение волноводов с двух сторон. Ультразвуком можно сваривать тонкие пленки, а также детали толщиной в несколько миллиметров из различных термопластичных материалов: полистирола, полиэтилена, поли-винилхлорида, винипласта и т. и. При ультразвуковой сварке получают нахлесточные и тавровые соединения. Нахлесточные соединения при сварке ультразвуком могут быть точечными и шовными. Для постановки точек применяют различные системы волноводов, которые ставят сварные точки как по линии, так и по сложному контуру. Прн этом особенно хорошие результаты получаются при сварке контурными волноводами, имеющими в поперечном сечении круглый кольцевой профиль. Качество соединений, сваренных ультразвуком, определяется продолжительностью процесса, ампшитудой колебаний волновода, усилием сдавт> Наконечник волновода 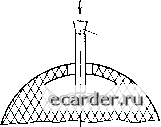 Рис. 2.29. Ультразвуковая сварка полимеров в труднодоступных местах 0 1 2 3 4 5 6 7 8 9 10 11 12 13 [14] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |