
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 [15] 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 Обои спб. Стильные шведские и англии ские обои www.piterra.ru. вания. Ультразвуком можно сваривать несколько пластин, образующих пакет, а также производить сварку в труднодоступных местах (рис. 2.29). Ультразвуком можно осуществлять сварку не только в месте соприкосновения волновода с деталью, но и на некотором расстоянии, которое зависит от свойств полимера и конфигурации конструкции, подлежащей сварке. Сварка ультразвуком широко внедрена в различных отраслях промышленности. В настоящее время с помощью ультразвуковых колебаний достигнута возможность соединения биологических тканей: костей, мягких тканей. § 6. Болтовые соединения Болтовые соединения применяются в конструкциях комбинированного характера. Часть соединений, выполняемых в цеховых условиях, проектируется сварными, другая часть, выполняемая на монтаже, - с применением болтов. Как правило, это болты высокой прочности, изготовляемые из сталей 40 X, 40ХФА, имеющих предел прочности при растяжении более 1000 МПа. Распределение усилий в сварном соединении с такими болтами происходит более равномерно, чем в сварном соединении с заклепками. По точности изготовления болты разделяются на ряд групп: болты повышенной точности изготовляются согласно ГОСТ 7805-70, болты грубой точности - согласно ГОСТ 15589-70. Болты устанавливаются диаметром d от 10 до 48 мм при общей длине / = 40 -4- 200 мм. Болты повышенной точности могут быть поставлены в отверстия с минимальным зазором 0,3-0,5 мм. Это обеспечивает передачу усилия в результате плотного соприкасания болтов с деталями. В некоторых случаях усилие передается посредством трения. При этом не требуется плотное соприкасание тела болта со стенками отверстия и, следовательно, упрощаются сборочные операции. В строительных конструкциях расчет болтовых соединений на срез производится по формуле - = йсР. (2-29) где i - число болтов; d - диаметр болтов; Р - усилие. Расчет на смятие производится по формуле ae„ = P/(fds)sSi?6„, (2.30) где S - наименьшая толщина соединяемых частей; расчет на растяжение - по формуле Расчетные сопротивления на срез i?p в зависимости от марки стали принимаются от 150 до 300 МПа, на растяжение - от 170 до 400 МПа, на смятие R„ - от 380 до 470 МПа. б = -<=ri6 (2.31) Расчет высокопрочных болтов, работающих посредством трения, производится с учетом усилия натяжения болта Ре=0.65а1 (2.32) где - предел прочности болта; - его площадь сечения по внутреннему диаметру. Усилия, которые воспринимаются трением, составят NPfm, (2.33) где т = 0,9 - коэффициент условий работы; /- коэффициент трения. При отсутствии обработки соединяемых поверхностей / = 0,25; при обработке щетками f = 0,35; при огневой обработке f = 0,40. Рабочие усилия, воспринимаемые одним болтом, N0,65aFJ/n. (2.34) Применение высокопрочных болтов облегчает условия монтажа и нередко оказывается рациональным с позиций повышения работоспособности конструкции при действии переменных и ударных нагрузок. Высокопрочные болты могут быть рекомендованы не только для стальных конструкций, но и для конструкций из алюминиевых сплавов, например АМгб, Д1Т, Д16Т и др. Применяют болты из сплавов АВТ1, В94, Д16п и др. Размещение болтов в конструкциях определяется следующими условиями: минимальное расстояние между центрами 3,5 d, максимальное расстояние между р центрами в крайних рядах 5 d или 10 S, то же, в средних 10 d или 14 s; минимальное расстояние от центра болта до края элемента 2,5 d; максимальное - 6 s. Здесь d - внешний диаметр резьбы болта; s-наименьшая толщина соединяемых частей. § 7. Клееносваршле соединения 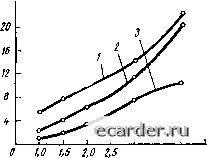 3,0 3,5 ,0 S,mm Рис. 2.30. Прочность клеейосварных соединений: / - клееносварные соединения (клей ВК-1): 2 - сварные соединения; 3 - клепаные соединения Клееносварные нахлесточные соединения применяют в конструкциях из алюминиевых сплавов. Клеевая прослойка повышает сопротивляемость конструкции коррозии, а также воспринимает на себя часть усилия. Кроме того, клеевые прослойки способствуют устранению раскрытия нахлестки и смягчают концентрацию напряжений, повышая тем самым работоспособность конструкций. Сопое»авление допус- каемого усилия среза Рр клееносварных соединений со сварными и клепаными в зависимости от толщины s соединяемых элементов дано на рис. 2.30. Прочность клееносварных соединений в большой мере зависит от температуры эксплуатации, а также от технологических и конструктивных параметров, состава клея, величины зазора, толщины деталей. Эффективность склеивания повышается с уменьшением толщины элементов. § 8. Паяные соединения Пайка осуществляется присадочным металлом, называемым припоем, имеющим температуру плавления более низкую, нежели металл соединяемых частей. Процесс пайки универсален. Пайкой соединяют однородные и разнородные металлы, металл с графитом, керамикой и другими неметаллическими материалами.
Рис. 2.31. Паяные трубчатые соединения  Рис. 2.32. Паяные соединения в трубах с плоскими и штампованными элементами: а - внешнее расположение припоя; б - внутреннее расположение припоя На рис. 2.31, а показано положение деталей перед пайкой, на рис. 2.31, б- после пайки, которая происходит в результате затекания расплавленного припоя в зазор величиной в несколько десятых долей миллиметра. На рис. 2.32 изображены паяные соединения труб со штампованными элементами. Надлежащая прочность паяного соединения обеспечивается нахлесткой достаточно большой протяженности. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 [15] 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |
||||||||||||||||||||||||