
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 [16] 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89
ZZZZZZZZZZZ, •ZZZZZZZZZZA S) г) Рис. 2.33. Паяные соединения внахлестку (а, б) и встык (в, г, д) 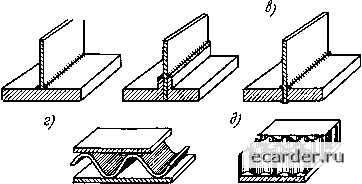 Рис. 2.34. Паяные соединения втавр: а - менее прочные; б, в - более прочные; г, Ь - хорошо сопротивляющиеся изгибу н кручению 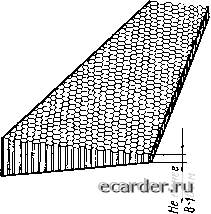 Рис. 2.35. Паяная сотовая конструкция Расчет прочности паяных соединений производится в зависимости от характера действующих сил. Если на соединения внахлестку (рис. 2.33, а, б) действуют продольные растягивающие или сжимающие усилия Р, то паяные соединения работают на срез. Напряжение по плоскости среза равно т = [т], (2.35) где [ т ] - допускаемое напряжение паяного шва на срез. На рис. 2.33, в, г, д приведены примеры паяных соединений встык. Паяные прямые швы (рис. 2.33, в) не всегда могут быть рекомендованы для рабочих конструкций. Косые паяные (рис. 2.33, г) швы обладают более высокой несущей способностью, особенно при угле скоса 45°. Зигзагообразные соединения (рис. 2.33, д) не могут быть признаны целесообразными. Они сложны в оформлении, а разрушение наступает по сечению, совпадающему с вертикальной плоскостью спая. Паяные тавровые соединения, изображенные на рис. 2.34, а, применяют главным образом в качестве связующих или малонапряженных в элементах, работающих на изгиб. Большей прочностью обладают тавровые соединения, изображенные на рис. 2.34, б, в. Паяные соединения открывают возможность создания жестких и экономичных элементов, хорошо работающих на изгиб и кручение. Примеры таких соединений изображены на рис. 2.34, г, д. Соединительные элементы впаиваются между двумя плоскостями. Паяные сотовые конструкции (рис. 2.35) обладают жесткостью, небольшой массой, компактностью. § 9. Обозначение сварных соединений на чертежах Сварные соединения должны обозначаться по ГОСТ 2.312-72. Шов сварного соединения изображают на чертеже: видимый - сплошной основной линией, невидимый-штриховой линией. От изображения шва проводят линию-выноску с односторонней стрелкой, указывающей место расположения шва. На чертежах поперечных сечений границы шва изображают сплошными основными линиями, а конструктивные элементы кромок в границах шва - сплошными тонкими линиями. Вспомогательные знаки для обозначения сварных швов приведены в табл. 2.7. Обозначения сварных швов наносят над полкой линии-выноски в случае лицевой стороны шва и под полкой для обратной стороны шва. Эти обозначения имеют следующие элементы: - обозначение стандарта на типы и конструктивные элементы швов сварных соединений (см. табл. 2.8, столбец 1); - буквенно-цифровое обозначение шва по стандарту (см. табл. 2.8, столбец 5); - условное обозначение способа сварки; - знаки профиля шва и его катета для швов угловых, тавровых и нахлесточных соединений; - длина и расположение участков прерывистого шва; - вспомогательные знаки согласно табл. 2.7. Стыковое соединение обозначается С, угловое - У, тавровое - Т, нахлесточное - Н, если форма шва не предусмотрена ГОСТом - О (особый). Таблица 2.7 Условные обозиачеиия сварных соединений Вспомогательный знак Значение вспомогательного знака Расположение вспомогательного знака Усиление шва снять Наплывы и неровности шва обработать с плавным переходом к основному металлу Монтажный шов Шов прерывистый или точечный с цепным расположением участков То же, с шахматным расположением участков Шов по замкнутой линии Шов по незамкнутой линии Цифры возле букв, например С25, Т4, указывают порядковый номер данного шва в ГОСТе (вид соединения и шва, а также форму разделки кромок и размеры соединения в сборе). Способы сварки имеют следующие обозначения: дуговая - Э, газовая - Г, электрошлаковая - Ш, в инертных газах -• И, ультразвуковая - Уз, трением - Тр, холодная - X, диффузионная - Дф, контактная - К, электроннолучевая - Эл, лазерная - Лз, взрывом - Вз, плазменная - Пз, в углекислом газе - У. Буква перед обозначением вида сварки обозначает: Р - ручная, А- автоматическая, П - полуавтоматическая. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 [16] 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |