
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [17] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 Для автоматической сварки приняты следующие обозначения: автоматическая сварка под флюсом без применения подкладок и подварочного шва - А, автоматическая сварка под флюсом на флюсовой подушке-Аф, автоматическая сварка под флюсом на стальной подкладке - Ас, автоматическая сварка под флюсом на флюсомедной подкладке - Ам, автоматическая сварка под флюсом с предварительным наложением подварочного шва - Апш, автоматическая сварка под флюсом с предварительной подваркой корня шва - Апк. Те же индексы используются при указании технологических особенностей полуавтоматической сварки (П, Пф, Пс и т. д.) Для контактной сварки применяют следующие обозначения с индексами, отмечающими ее отдельные разновидности: Кр - шовная, Кс - стыковая, Ксс - стыковая сопротивлением, Ксо - сплавлением, Кт - точечная. Буквенные обозначения дуговой сварки и ручной дуговой сварки на чертежах не проставляют. Буквенные обозначения других способов сварки проставляют на чертежах только в случае применения нескольких способов. При использовании одного способа сварки его указывают в технических требованиях на чертеже. Условные обозначения швов сварных соединений установлены государственными стандартами. Таблица 2.8 Типы швов сварных соединений и их условные обозначения гост Внд сварки
5264-69 8713-70 14771-76 15164-69 14776-79 15878-70 Ручная дуговая Автоматическая и полуавтоматическая под флюсом В защитных газах Электрошлаковая Проплавное пробочное Контактная В условных обозначениях швов допускаются следующие упрощения: 1) при йаличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают только в технических требованиях чертежа; 2) при наличии иа чертеже одинаковых швов обозначение на линии-вьшоске наносят у одного из них, а для остальных швов, имеющих одинаковый номер, на полке линии-выноски указывают только номер шва. Если же на чертеже все швы одинаковы, то допускается их изображать линиями-выносками без полок; 3) допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов и размеры их конструктивных элементов. Примеры условных обозначений приведены в табл. 2.9. Таблица 2.9 Примеры условных обозначений сварных швов
% 10. Соедш1ения, работавнцге на изгиб и сложное сопротивление Примеры соединений, работающих на изгиб, показаны на рис. 2.36, а, б. Если шов выполнен с подготовкой кромок (рис. 2-36, д) то его разкюры не отлнншотся от размерой пряаари- ваемой полосы. Поэтому напряжения в шве определяются по формуле о = <[о]р, (2.36) где W = [а]р-допускаемое напряжение растяжения свар- ного соединения; М - изгибающий момент. 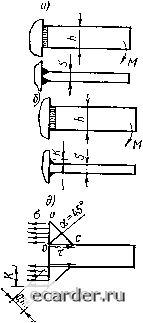 Рис. 2.36. Схема соединений: а, б - швы, работающие на нзгиб; в-г - швы, работающие на сложное сопротивление; д - схема нагружения углового шва При действии изгибающего момента М и продольной силы Р (рис. 2.36, а, г) a = MlW + PlF, (2.37) где F = hs. Если полоса приварена двумя вертикальными угловыми швами (рис. 2.36, б), то напряжение в плоскости прикрепления О - О (рис. 2.36, д) будет о = М/Гс (2.38) где Wc- момент сопротивления угловых швов. В плоскости О - О момент сопротивления двух сварных швов высотой h и катетом К равен We = 2W6. (2.39) При этом следует иметь в виду два обстоятельства. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [17] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||