
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 [55] 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 Смотрите газель некст у нас на сайте. Пластические деформации создаются, как правило, вследствие усадки металла или при его гибке. Пластическая деформация в концентраторе, накопленная при температуре, когда металл находится в вязком состоянии, отрицательно сказывается затем в случае работы металла при низкой температуре. Если низкоуглеродистую 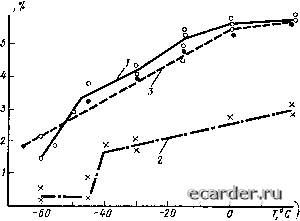 Ш 300 200 ./ 7
Т°С Рис. 5.8. Влияние деформационного старения и последующего отпуска иа прочность и пластичность образцов из стали 15ХСНД с надрезами: / - исходное состояние; 2 - после старения; 3 - после старения и отпуска или низколегированную сталь, склонную к деформационному старению, после пластической деформации нагревают до 200-300 °С, то происходит заметное ее охрупчивание. Такой же эффект возникает, когда пластические деформации происходят непосредственно при температуре 200-300 °С; это называют условно динамическим старением. Перечисленными примерами не ограничиваются случаи концентрации пластических деформаций и старения металла. Од- нако на указанные выше случаи падает большинство зарегистрированных примеров хрупких разрушений при пониженных температурах. На рис. 5.8 показаны результаты испытаний на растяжение образцов. Регистрировались среднее разрушающее напряжение Оср.р и средняя разрушающая деформация ер в ослабленном сечении. В первом случае на образцах из стали 15ХСНД при комнатной температуре производилась прокатка средней части °) вдоль образца для созда-ния деформации около 1 % (у дна надреза возникала, естественно, существенно большая пластическая деформация). Затем образцы проходили старение при Т = 250° С в течение 3 ч. Старение вызывало дополнительное снижение средней пластической деформации примерно на 2 %, и аер.р при Г <-40°С становилось ниже 00,2- Последующий отпуск образцов при Т = 650 °С течение 3 ч устранил вредное влияние старения. Во втором случае (рис. 5.9, а, б) по кромке образца из стали 22К с размерами, как на рис. 5.8, производилась наплавка валика. Сварочная пластическая деформация вызывала в корне надреза динамическое деформационное старение непосредственно в процессе сварки. Это привело к снижению ер.р во всем диапазоне температур и смещению Ткр, примерно в область от -30 до -40 °С. Последующий отпуск восстановил прочность и пластичность. Форма сварных соединений в случае вязкого состояния металла и отсутствия дефектов, как правило, при однократном нагружении не является причиной разрушения сварных конструкций при средних напряжениях, меньше расчетных или близких к ним. При хрупком или полухрупком состоянии металла неудачная форма сварных соединений может оказаться достаточной причиной, чтобы произошло разрушение из-за концентрации напряжений. Опасность тех или иных конструктивных х})орм зависит от степени охрупчива- 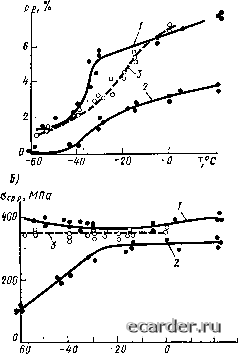 20 TfC Рис. 5.9. Пластичность (а) и прочность (б) надрезанных образцов из стали 22К: / - исходное состояние; 2 - поел? наплавки по кромке; 3 - после наплавки и высокого отпуска при Г = 650 »С ния металла. Количественные соотношения пока не установлены и-можно лишь указать порядок возрастания опасности разрушения. Наименьшей концентрацией обладает стыковое соединение с плавными переходами от шва к основному металлу. Затем следуют соединения с угловыми швами с полным проваром. Нахлесточные соединения, когда швы работают как лобовые или фланговые, уже обладают значительной концентрацией напряжений, но благодаря высоким вязким свойствам металла шва и относительно небольшим размерам катетов обычно не являются причиной хрупких разрушений. Наибольшую опасность представляют стыковые и тавровые соединения с неполным проваром. Следует иметь в виду, что опасность разрушения при тех или иных формах соединений зависит от радиусов закругления и абсолютных размеров участвующих в сварном соединении элементов. Чем меньше радиусы и больше размеры свариваемых деталей, тем опаснее концентратор. В нахлесточных соединениях широких элементов с косынками даже радиус закругления, формируемый концом флангового шва, может оказаться достаточным для начала хрупкого разрушения основного металла при низких температурах. Дефектами сварных соединений, способными вызвать разрушения при низких температурах, могут быть в первую очередь несплавления, трещины, плоские по форме шлаковые включения, острые подрезы, места пересечения швов с участками расслоения металла, мелкие невидимые трещины в угловых швах нахлесточных соединений, непроваренные места остановки процесса сварки, а также резкие вырезы с малыми радиусами после термической резки, неплавные переходы корневых валиков к основному металлу в многослойных швах, глубокие неровности от чешуйчатости поверхности шва, сильные сужения швов из-за нарушения режима сварки. Выше были рассмотрены факторы, вносимые сваркой и снижающие сопротивляемость хрупким разрушениям. Существует также 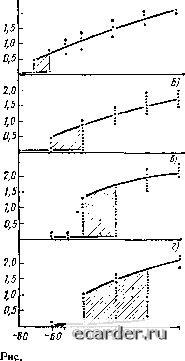 20 ТС 5.10. Ударная вязкость стали ВСтЗсп в околошовной зоне: а - исходное состояние: б - после цикли-веского нагружения при -40 °С до линии повреждаемости; в - в зоне повреждаемости; г - вблизи усталостного разрушения 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 [55] 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |
||||||||||||||||||