
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 [63] 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 8опд. Так как наблюдаемая деформация равна нулю, имеем еупр + Аеп, = -е„-е„„ = е. (7.9) На участке ВС напряжения изменят знак и, пока полная деформация е <; О-г/Е, пластические деформации отсутствуют &.г„„ = 0. В точке С появляются пластические деформации и далее вплоть до полного охлаждения (точка D) напряжения остаются равными пределу текучести металла при соответствующей температуре согласно кривой / на рис. 7.5. После полного остывания 6 = 0. Остаточная пластическая деформация равна алгебраической сумме пластической деформации, возникшей при нагреве, и приращения пластической деформации, возникшей при остывании. Согласно формуле (7.9), с учетом е« = О получим Бопл -Г Ае„лд = - бупрд = - o/Ed. (7.10) Остаточная пластическая деформация отрицательна (деформация укорочения). Действительно, если конец растянутого стержня освободить от закрепления, то стержень сократится по длине на размер aJEo. Следует обратить внимание на то, что в случае жестко заделанного по концам стержня согласно формуле (7.7) по горизонтальной оси на рис. 7.6, б откладывается температурная деформация = = аТ. Если считать значение а в некотором интервале температур постоянным, то горизонтальную ось можно рассматривать в некотором масштабе и как ось температур. Рассмотрим аналогичный процесс нагрева стержня из титанового сплава, изменение предела текучести которого показано на рис. 7.5 и в виде пунктирной линии на рис. 7.6, в. Для титанового сплава проведем построения, как для стали на рис. 7.6, б. Закономерность снижения модуля упругости Е с температурой у титанового сплава примерно такая же, как у низкоуглеродистой стали, но значение его у титанового сплава в два раза меньше. Коэффициент линейного расширения согласно табл. 7.2 примем 8,5-10-" °С-. Напряжения при нагреве достигают предела текучести в точке А при температуре около 300 °С. На участке ABi будут протекать пластические деформации *. Если процесс нагрева прервать при температуре около 600 °С и далее стержень охлаждать, то напряжения на всем участке BiDi нигде не станут равными пределу текучести. Если нагрев завершить при Т « 700 °С в точке Sa, то при охлаждении в точке С возникают пластические деформации, которые, однако, прекращаются в точке /Сг, так как прирадение температурной деформации Де„ будет меньше приращения Ае,, = lolE, т. е. дг/дТ <,deJdT. В этом случае напряжения в стержне хотя и растут, следуя линии /Сгг, но остаются ниже предела текучести металла, в том числе и после полного остывания в точке D. * Для наглядности на рнс 7 6, в сплошные и пунктирные линии, там где они совпадают, изображены рядом. § 4. Расчетное определение сварочных напряжений В предыдущем параграфе были рассмотрены примеры определения напряжений в стержнях, жестко закрепленных по концам. В некоторых простейших случаях напряжения при сварке могут быть определены точно таким же способом. Например, с использованием гипотезы плоских сечений могут быть просто определены напряжения в очень широкой пластине, по кромке которой перемещается источник нагрева (рис. 7.7, а). Поперечные сечения /, , / принимаем не искривляющимися и не перемещающимися относительно друг друга. Рассматриваем только напряжения В продольных сечениях 1, 2 и 3 будут разные термические циклы, показанные на рис. 7.7, б-г. Временные напряжения Ох будут зависеть от температуры и характера ее изменения. На рис. 7.7, б в области
а) Ж Л --"щщщцщр!? Рис. 7.7. Образование временных и остаточных напряжений Ох при нагреве кромки широкой пластины движущимся источником теплоты высоких температур напряжения на участке АВ отсутствуют, далее появляются растягивающие напряжения - они достигают предела текучести. На рис. 7.7, в напряжения сжатия в сечении 2 на участке CD равны пределу текучести, затем меняют знак, но в процессе остывания металла не достигают предела текучести. В сечении 3 максимальные температуры незначительны, напряжения сжатия не вызывают пластической деформации (рис. 7.7, г) и после полного остывания напряжения Ох в этой точке отсутствуют. Эпюра остаточных напряжений Ох в поперечном сечении показана на рис. 7.3, д. Более сложным является определение сварочных напряжений в случае, когда искривлением сечений можно пренебречь, но взаимные перемещения поперечных сечений в процессе сварки относительно друг друга необходимо учитывать. Для определения сварочных напряжений в сталях в этих случаях могут быть использованы графорасчетные методы Г. А. Николаева и Н. О. Окерблома. В этих методах приняты следующие допущения. 1. Рассматривают только продольные напряжения Ох- Поперечные напряжения Оу и касательные Гху считают равными нулю. 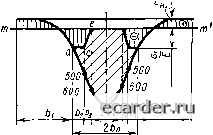 2. Поперечные сечения плоские, но могут перемещаться относительно друг друга. 3. Зависимость предела текучести для низкоуглеродистой стали схематизирована по типу, показанному пунктирной линией / на рис. 7.5. 4. Материал идеальный упругопластический (см. рис. 7.4). 5. Модуль упругости Е а) постоянен во всем диапазоне температур. 6. Свариваемые пластины, каждая шириной В, считают достаточно длинными (рис. 7.8), чтобы можно было использовать квазистационарное распределение температур; температура по толщине пластин распределена равномерно. На рис. 7.8, б показано квазистационарное распределение температур при сварке длинных в направлении х-х пластин. В методе Г. А. Николаева рассматриваются деформации и напряжения только в двух сечениях пластины: в сечении /-/, соответствующем наибольшей ширине изотермы 600 °С, и в сечении 2- 2 после полного остывания пластины (сечение 2-2 на рисунке не показано). Считается, что свариваемые встык пластины собраны на прихватках и относительно друг друга не поворачиваются, т. е. это соответствует случаю проплавления целой пластины шириной 2J5. Рассмотрим распределение собственных напряжений и деформаций в сечении /-/, используя равенство (7.4). Перед сваркой начальные деформации 8опл были равны нулю, а температурные в рассматриваемом сечении 8 = аТ. Тогда, перенося в левую часть 8упр + а в правую часть 8 и меняя знак, получаем
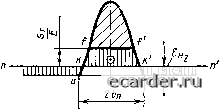 Рис. 7.8. Определение одноосных сварочных напряжений графорасчетным методом Г. А. Николаева: а - эпюра продольных деформаций в сечении /-/; б - поле температур при сварке; в - эпюра продольных деформаций, возникших на стадии остывания УПр: (7.11) 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 [63] 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |
|||||||||||||||||||||||||||||||||||||||||||||||