
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 [66] 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 лись при низкойтемпературе и сопровождались существенным удлинением металла. Здесь возникли напряжения сжатия. При сварке таких сталей аустенитными электродами в шве возникают растягивающие напряжения (рис. 7.12, б); в околошовной зоне, где произошли структурные превращения, имеются напряжения сжатия. б, МПа
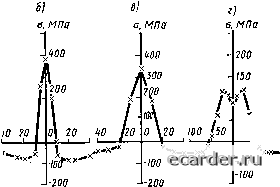 О 0 у,мм Рис. 7.11. Распределение остаточных напряжений Ох вблизи шва сварных пластин: а - ннзкоуглероднстая сталь СтЗ (s = 8 мм); б - аустенитная сталь 12X18H9T (S = 2 мм); в - титановый сплав 0T4 (s = 1,5 мм); г - алюминиевый сплав АМгб (S = 10 мм) 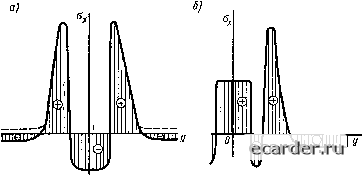 Рис. 7.12. Характер распределения остаточных напряжений в однопроходных сварных соединениях среднелегироваиных сталей, испытывающих структурные превращения: а - присадочный металл совпадает с основным металлом: б - присадочный металл - аустенитная сталь В большей части зоны пластических деформаций, где структурные превращения не возникали, действуют напряжения растяжения. За пределами зоны пластических деформаций в основном металле в таких сталях продольные напряжения Ох, как правило, сжимающие, но могут быть растягивающими (показано на рис. 7.12, а пунктирной линией), если вклад зоны сжатия в центральной части весьма значителен. Все рассмотренные закономерности распределения напряжений Од. в стыковых соединениях полностью относятся к соединениям с угловыми швами, выполненными за 1-5 проходов, - нахле-сточным, тавровым и угловым. Помимо продольных в сварных однопроходных соединениях возникают также поперечные Оу и касательные Хху напряжения. Значительные касательные напряжения Хху образуются в местах высоких градиентов напряжений и Оу, т. е. по концам швов. +200 +т
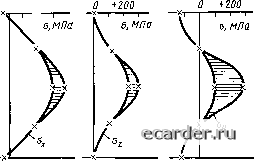 Рис. 7.13. Остаточные напряжения в швах большой толщины: а - при многослойной сварке: б - при электрошлаковой сварке плиты толщиной s = = 700 мм В швах большой толщины остаточные напряжения зависят от способа выполнения шва и последовательности укладки слоев. В многослойных сварных соединениях из низкоуглеродистых сталей напряжения Од. в шве близки к о. Распределение напряжений Оу в V-образном соединении, которое сваривалось в свободном состоянии, показано кривой / на рис. 7.13, а. Напряжения Оу в корне шва при толщинах более 40-60 мм велики из-за большой пластической деформации при угловом перемещении. Каждый очередной слой вызывает поперечную усадку и изгиб заваренной части, создавая в корне шва растяжение. Если шов выполняется на пластинах, которые не могут поворачиваться, то каждый новый слой будет вызывать в корне шва только сжатие. В результате появятся большие сжимающие напряжения Оу> ов корне шва и растягивающие а„ « 0,5 От на поверхности (кривая 2 на рис. 7.13, а). Электрошлаковая сварка, выполняемая за один проход, вызывает в образцах толщиной более 150-200 мм объемные напряжения в глубине металла (рис. 7.13, б). Все три компонента напряжений при этом растягивающие, на поверхности и Оу-сжимающие. Такой характер напряжений объясняется сопротивлением основного металла усадке зоны сварного соединения как в продольном направлении, так и по толщине, а также неравномерностью рас- пунктирной линией), если вклад зоны сжатия в центральной части весьма значителен. Все рассмотренные закономерности распределения напряжений Од. в стыковых соединениях полностью относятся к соединениям с угловыми швами, выполненными за 1-5 проходов, - нахле-сточным, тавровым и угловым. Помимо продольных в сварных однопроходных соединениях возникают также поперечные Оу и касательные Хху напряжения. Значительные касательные напряжения Хху образуются в местах высоких градиентов напряжений и Оу, т. е. по концам швов. 1-х™- 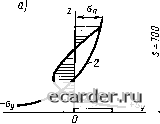 200 +Ш 1 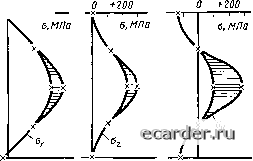 Рис. 7.13. Остаточные напряжения в швах большой толщины: а - при многослойной сварке: б - при электрошлаковой сварке плиты толщиной s = = 700 мм В швах большой толщины остаточные напряжения зависят от способа выполнения шва и последовательности укладки слоев. В многослойных сварных соединениях из низкоуглеродистых сталей напряжения Од. в шве близки к о. Распределение напряжений Оу в V-образном соединении, которое сваривалось в свободном состоянии, показано кривой / На рис. 7.13, а. Напряжения Оу в корне шва при толщинах более 40-60 мм велики из-за большой пластической деформации при угловом перемещении. Каждый очередной слой вызывает поперечную усадку и изгиб заваренной части, создавая в корне шва растяжение. Если шов выполняется на пластинах, которые не могут поворачиваться, то каждый новый слой будет вызывать в корне шва только сжатие. В результате появятся большие сжимающие напряжения Оу> ов корне шва и растягивающие а„ « 0,5 От на поверхности (кривая 2 на рис. 7.13, а). Электрошлаковая сварка, выполняемая за один проход, вызывает в образцах толщиной более 150-200 мм объемные напряжения в глубине металла (рис. 7.13, б). Все три компонента напряжений при этом растягивающие, на поверхности и Оу-сжимающие. Такой характер напряжений объясняется сопротивлением основного металла усадке зоны сварного соединения как в продольном направлении, так и по толщине, а также неравномерностью рас- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 [66] 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |