
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 [67] 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 варке узкого кольца. Окружное сокращение почти полностью передается на область /. Точечные соединения имеют осесимметричное распределение напряжений (рис. 7.15). При остывании центральной части в ней возникают растягивающие напряжения с равными компонентами = = о. На некотором расстоянии окружные напряжения 0( становятся сжимающими. Значения радиальных напряжений убывают примерно по закону 1/г, оставаясь растягивающими. В низкоуглеродистых сталях зона двухосного растяжения соответствует участку, нагревавшемуся выше температуры 150-200 °С. При стыковой контактной сварке стержней продольные (по оси) напряжения на поверхности о сжимающие, а в глубине метал- 00\- л а все три компонента растяги- вающие. Таким образом, рассмотрение остаточных напряжений в основных видах сварных соединений показывает, что максимальные растягивающие напряжения, как правило, близки к пределу текучести. В некоторых случаях они превышают (корни многослойных швов, участки в глубине электрошлаковых соединений). Пластические деформации металла при сварке в отсутствие концентраторов напряжений составляют 1-2 %. При наличии концентраторов-непроваров, несплавлений, шлаковых включений - пластические деформации могут быть настолько значительны, что будет существенно исчерпываться деформационная способность металла, в некоторых случаях даже наступать его разрушение. При сложении остаточных напряжений с рабочими часто возникают небольшие пластические деформации, которые в подавляющем большинстве случаев не влияют на прочность (см. гл. 9). 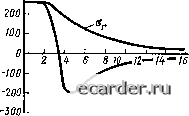 г, см Рис. 7.15. Остаточные напряжения и в точечных сварных соединениях ГЛАВА 8 ДЕФОРМАЦИИ КОНСТРУКЦИИ ОТ СВАРКИ § 1. Деформации и перемещения в зоне сварных соединений Сварка вызывает искажение размеров и формы элементов сварных конструкций, их укорочение, изгиб, потерю устойчивости, закручивание. Эти искажения выражаются в перемещениях, которые зависят от формы сварной конструкции, расположения швов в ней, толщины металла. Многообразные виды перемещений сварных конструкций порождаются относительно небольшим числом видов деформаций и перемещений, возникающих в зоне сварных соединений. Деформации и перемещения в зоне сварных соедине- ний зависят от количества теплоты, вводимого при сварке, распределения температур, свойств свариваемого металла. Один из наиболее простых расчетных приемов определения перемещений сварных конструкций состоит в выделении двух самостоятельных этапов расчета. На первом находят деформации и перемещения в зоне сварных соединений - эту часть называют термомеханической частью задачи, а на втором методами сопротивления материалов или теории упругости определяют перемещения в конструкции, используя результаты, полученные на первом этапе. Эту часть называют де(юрмационной частью задачи. Удобство такого приема состоит в том, что одни и те же результаты термомеханической части задачи, полученные один раз расчетным или экспериментальным путем, могут затем многократно использоваться при решении деформационных задач для самых разнообразных видов конструкций. пл Dtm  Рис. 8.1. Сварная пластина с остаточными пластическими деформациями Еплоет Различают пять основных видов деформаций и перемещений в зоне сварных соединений. 1. Продольные остаточные пластические деформации eсоздающие так называемую усадочную силу Ру. В гл. 7 при определении продольных напряжений по методу Г. А. Николаева на рис. 7.8, в была получена эпюра остаточных пластических деформаций ёпл.ост-Чтобы установить зависимость между усадочной силой Ру и е„„ а, рассмотрим более подробно состояние сваренной пластины. Разрежем пластину шириной 2 В иа продольные полоски, чтобы освободить каждую из них от имеющихся напряжений (рис. 8.1, а). Концы полос расположатся так, как показано на рис. 8.1, а. Полоски, находящиеся за пределами зоны 2 Ь„ пластических деформаций, будут иметь начальную длину Lq. Полоски внутри этой зоны будут короче, потому что они имеют остаточную пластическую деформацию e„.o„, которую берут со знаком минус. Укорочение AL = е„„.осто- Концы полос будут геометрически повторять характер эпюры £„,„07 на рис. 8.1, б. Приложим к укороченным полосам растягивающие силы р, образующие в полосках напряжения 0, чтобы длина всех полос стала одинаковой и равной Lq (рис. 8.1, в): Р = -епл.ост- (8.1) «Склеим» между собой полоски. При этом они образуют целую пластину с напряжениями 0: = р по концам в пределах зоны пластических деформаций. Остальная часть ширины будет свободна от напряжений. В действительности к торцам сваренной пластины никаких сил не приложено, поэтому уравновесим силы р равными им по значению и противоположными по направлению (рис. 8.1, г). Интеграл от распределенной нагрузки -р, взятый в пределах зоны пластических деформаций 2Ь„, даст некоторую силу, которая называется фиктивной усадочной силой Яу. Поскольку пл.ост < О, то Яуе < о, или Рус= 5 e,„ c,Esdy, (8.2) где S - толщина пластины. Рус вызовет по всей ширине равномерное сжатие а = Pyj{2Bs) и сформирует совместно с напряжениями 0 = р, которые образовались в пределах зоны 2Ь„ при растяжении полосок, эпюру остаточных собственных напряжений а, которые были в пластине до ее разрезки на полосы. Укорочение пластины от силы Ру выражается величиной Kp = PyM2BsE). (8.3) Таким образом, если пренебречь влиянием характера распределения сил р по торцам пластины и заменить их силой Ру, то будем иметь пластину, нагруженную по концам швов. Собственные напряжения в разных точках по ширине могут быть определены по общему правилу вычисления напряжений в пластине, имеющей остаточные пластические деформации укорочения ёпл.ост ах = -г„„ ,сгЕ + РуЛ2Вз). (8.4) пл.ост и Рус в формуле (8.4) отрицательны. Напряжения показаны в сечении пластины на рис. 8.1, г. Как видим, определение усадочной силы Рус сводится к определению эпюры остаточных пластических деформаций ej, о„, которая может быть найдена различными расчетными методами. Для исключения погрешностей, вызываемых различными допущениями в расчетных методах, усадочную силу часто определяют экспериментально. Для этого достаточно измерить длины полосок до сварки и после разрезки пластины, как это было изложено в гл. 7 при определении остаточных напряжений. По разности показаний нужно найти изменение длины полосок А, а затем определить Бпл.ост = Д/. где Б - длина базы измерения. По формуле (8.2) вычисляют Рус- Можно 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 [67] 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |