
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 [7] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 рушении шва разрушится и вся конструкция. То же самое произойдет и в соединении, изображенном на рис. 2.1, б. Сварные соединения, разрушение которых влечет за собой выход из строя конструкции, будем называть рабочими, а напряжения, действующие в этих соединениях, - рабочими напряжениями. Совершенно иначе работает наплавленный металл в шве, соединяющем две полосы, показанные на рис. 2.1, в. Наплавленный металл, соединяющий полосы, деформируется вместе с основным металлом; при этом в нем возникают напряжения. ЕсЛи модуль упругости наплавленного металла незначительно отличается от модуля упругости основного, то в швах при их работе в пределах упругих деформаций образуются напряжения приблизительно той же величины, что и в растягиваемых полосах. Эти напряжения, возникаюш,ие в швах, вследствие их совместной работы с основным металлом во многих случаях не опасны для прочности конструкции и называются связуюш,ими. Пример связующих швов показан и на рис. 2.1, г. 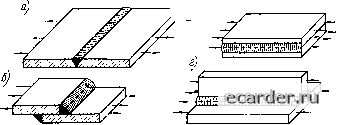 Рис. 2.1. Примеры рабочих (а, б) и связующих (в, г) швов При расчете прочности сварных соединений определяют только рабочие напряжения. Исследования подтверждают, что в большинстве случаев при анализе прочности сварных конструкций связующие напряжения можно не учитывать. Основными типами сварных соединений являются соединения стыковые, нахлесточные, тавровые, угловые. В сварных конструкциях наиболее целесообразны стыковые соединения. Стыковые соединения. Подготовка кромок стыкового соединения определяется технологическим процессом сварки и толщиной соединяемых элементов. В табл. 2.5 приведены примеры подготовки кромок стыковых соединений при сварке под флюсом по ГОСТ 87ia-70. Можно видеть, что обозначения С1, С2 и т. д. соответствуют определенному характеру выполнения шва (односторонний, двусторонний, на подкладке и т. д.) и форме подготовленных кромок. При других методах дуговой сварки подготовка кромок регламентируется ГОСТ 14771-76 (в защитном газе) и 5264-69 (ручная). При выполнении многослойных стыковых швов в защитном газе все чаще используют щелевую подготовку кромок без их скоса. Этот прием требует тщательной укладки слоев, его применяют -1 s •о о к о Ь9» «9 •О = S „ о Щ о го ш о о к 2: g s а t, и g s g t-o о Ъ о E 3 g f o о s=a: о я о о m я „ о h о S я "о t-o * о t-o о Bait ы я - " >3 о § Я= о о о я t-o о t-o о о §=3 § о о я со о о fc, я о ca §5
Пределы толщин свариваемых деталей, мм Условное обозначение шва сварного соединения §1 о\ ь я я » to •in при сварке элементов толщиной до 50 мм. Как правило, стыковые швы делают прямыми, т. е. направленными перпендикулярно действующим усилиям. Если элемент работает на растяжение, то допускаемое усилие в сварном стыковом соединении при сжатии P = [o%sl; (2.6) (2.7) где S - толщина основного металла, так как усиление шва не учитывается; /-длина шва; [а]р-допускаемое напряжение растяжения сварного соединения; [а]<;ж - допускаемое напряжение сжатия сварного соединения. Если [а]р = [а]р, то сварной шов равнопрочен основному металлу. При работе элементов из высокопрочных сталей наиболее слабым участком в сварном соединении оказывается не металл шва, J Sj я) прилежащая к нему Рис. 2.2. Очертания угловых швов: с - нормальное; б - выпуклое; в-вогнутое; г - с отношением катетов 1: 1,5; д-с отношением катетов 1:2; е - то же, с обработкой конца шва зона, которая в результате термического действия дуги или образования концентраторов напряжений может оказаться разупрочненной. В таких случаях необходимо заменить расчет прочности швов расчетом прочности соединений в ослабленных зонах с учетом особенностей механических свойств металла, его термической обработки и других факторов, зависящих от конкретных условий. Если стыковой шов направлен под углом а к усилию (как правило, а = 45°), то его следует считать равнопрочным основному элементу. Нахлесточные соединения. В нахлесточных соединениях швы называются угловьши. При ручной сварке угловые швы имеют различные очертания: нормальные, условна принимаемые очерченными в форме равнобедренного треугольника, выпуклые, вогнутые (рис. 2.2, а-в). Выпуклые швы нецелесообразны ни с технической, ни с экономической стороны. Они требуют больше наплавленного металла, вызывают концентрацию напряжений. Целесообразны швы, имеющие очертания неравнобедренных треугольников с отношением основания шва к высоте 1,5 : I; 2:1 (рис. 2.2, г, д). В швах этого типа иногда производят механиче-сжую обработку концов, чтобы обеспечить плавное сопряжение наплавленного металла с основным (рис. 2.2, е). Подобного рода 0 1 2 3 4 5 6 [7] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |