
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 [77] 78 79 80 81 82 83 84 85 86 87 88 89 движения трещин и способствует переходу от вязкого разрушения к хрупкому. Перемещения, вызываемые сваркой. Отрицательное влияние перемещений может обнаруживаться непосредственно в процессе изготовления сварной конструкции. 1. Перемещения свариваемых деталей создают деформации в зоне кристаллизующегося металла и могут привести к образованию горячих трещин (см. гл. 10). 2. Во время сварки в ряде случаев возникают перемещения в зоне формирования сварного соединения. При электрошлаковой сварке изменение зазора изменяет скорость сварки. Сварочный зазор может закрываться или открываться в таких пределах, что процесс может даже прерваться. При дуговой сварке тонкого металла из-за потери устойчивости возникает прожог листов. В результате перемещений при сварке кромки листов смещаются по толщине и образуют ступеньки. При сварке нахлесточных соединений возникшие ранее остаточные перемещения не позволяют деталям плотно прилегать друг к другу и сварка углового шва ведется в этом случае по зазору, что приводит к затеканию металла в зазор. Чтобы обеспечить соединение листов, необходимо завышать катет шва. При автоматической сварке угловых швов возможно даже их несплавление. При шовной сварке из-за ранее возникшей волнистости металл набегает впереди роликов и возникает непровар. 3. Перемещения элементов при сварке затрудняют последующий процесс сборки деталей между собой, а иногда делают ее невозможной без проведения дополнительной правки. Например, после сварки тонких листов (s 4 мм) их приходится править, так как отклонения от плоскости велики и не позволяют проводить качественную сборку. Если тонкостенные оболочки имеют кольцевые швы, выполненные вблизи края, то это приводит к местному изменению диаметра и при последующей сборке таких оболочек друг с другом возникает ступенька, что обычно недопустимо. При поузло-вой сварке часто возникают затруднения из-за несовпадения посадочных и присоединительных размеров собираемых после сварки узлов вследствие возникших перемещений. Искажения в пространстве бывают иногда настолько существенны и сложны, что приходится подгонку отдельных мест осуществлять вручную, а в некоторых случаях вынуждены проводить предварительную полную сборку, что уменьшает возможности механизации и автоматизации сварочного производства. 4. Из-за возникающих от сварки перемещений приходится назначать завышенные припуски на механическую обработку, чтобы иметь возможность обработать все предусмотренные чертежом поверхности. На рис. 9.2, а показан полый вал с угловым изломом 6 в зоне кольцевого шва. При значительной длине вала необходимо увеличить толщину s стенки, чтобы можно было провести обточку по всей длине. Рама на рис. 9.2, б имеет пропеллерность. Толщина платиков 1 должна быть увеличена, чтобы после механической обработки верхние поверхности всех платиков лежали в одной плоскости. Это увеличивает расход металла и время на обработку. 5. Некоторые виды перемещений изменяют геометрические характеристики сечений. Например, появление угла р после выполнения поясных швов уменьшает момент инерции двутавровой балки вследствие приближения краев полок к главной оси поперечного сечения. Изгиб колонн от сварки, окружные сокращения оболочек от кольцевых швов, уменьшение кривизны в оболочках в местах приварки к ним различных элементов создают при эксплуатации более высокие напряжения при тех же нагрузках вследствие появления не учтенных расчетом изгибающих моментов и растягивающих напряжений. 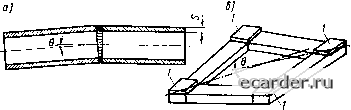 Рис. 9 2 Перемещения в сварных деталях, вызывающие увеличение припуска на механическую обработку 6. Начальные перемещения могут вызывать уменьшение устойчивости, в особенности местной. Общая устойчивость изогнутых колонн, сжатых труб с местными деформациями стенок также несколько снижается. 7. В летательных аппаратах, судах, энергетических установках перемещения, искажающие поверхности, которые обтекаются потоками газа или жидкости, увеличивают сопротивление потоку. В деталях машин и механизмов искажения размеров вызывают увеличение сил трения или даже заклинивание. 8. Значительные отклонения от правильных геометрических форм нарушают требования технической эстетики, ухудшают товарный вид таких изделий, как вагоны, автомобили, суда, предметы бытовой техники. § 2. Методы уменьшения сварочных напряжений В основе известных методов уменьшения сварочных напряжений и искажений форм сварных конструкций лежат три основных способа их регулирования. 1. Уменьшение объема металла, вовлекаемого в пластическую деформацию на стадии его нагрева, и уменьшение самой пластической деформации. 2. Создание в зонах пластических деформаций, возникших от нагрева, дополнительных деформаций противоположного знака. Это может быть выполнено как при остывании, так и после полного охлаждения. 3. Компенсация возникающих деформаций и перемещений путем симметричного расположения швов, создания дополнительных зон пластических деформаций, предварительного перемещения, обеспечения свободной усадки и др. Рассмотрим некоторые методы. Подогрев при сварке изменяет поля температуры и сварочных деформаций, а также в ряде случаев и свойства металла, воздействуя на термический цикл. При этом изменяются напряжения, создаваемые структурными превращениями. В отношении пластических деформаций подогрев, с одной стороны, уменьшает предел текучести, модуль упругости и перепад температур. Это способствует уменьшению максимальных остаточных напряжений. С другой стороны, он расширяет зону пластических деформаций, если тепло-вложение при сварке остается прежним. При подогреве до очень высоких температур, при которых мало, остаточные напряжения также весьма малы. Проковка применяется как в процессе сварки по остывающему металлу, так и после полного остывания. Проковкой осаживают металл по толщине, создавая пластические деформации удлинения в плоскости, перпендикулярной направлению удара. Этим достигают уменьшения растягивающих или даже появления сжимающих остаточных напряжений. Эффект от проковки зависит от температуры, количества теплоты, которое выделяется при проковке, и значения пластической деформации. Если температура в зоне проковки выше, чем в остальном (непрокованном) металле, то в процессе последующего остывания и температурного сокращения металла сжимающие напряжения будут уменьшаться и могут перейти даже р растягивающие. При холодной проковке нагрев обычно невелик и можно создать высокие сжимающие напряжения. Проковка ведется механизированным инструментом с малыми (до 6- 7 м/с), средними (до 100 м/с) и высокими (более 100 м/с) скоростями движения бойка. Проковка маневренна, в этом ее преимущество перед другими методами. Следует опасаться снижения пластичности металла вследствие ее исчерпания при проковке. При импульсной обработке взрывом используют заряды ленточного типа, которые укладывают на обрабатываемые поверхности. Взрыв, который проводят в специальной камере, создает напряжения в поверхностном слое. Применяется этот метод как средство повышения выносливости сварных соединений при переменных нагрузках. При такой обработке происходит перераспределение остаточных напряжений. Прокатка зоны сварного соединения используется главным образом для уменьшения остаточных перемещений или для заглаживания швов. В местах прокатки растягивающие напряжения уменьшаются и могут стать сжимающими. Приложение нагрузок. Во время сварки нагрузки прикладывают так, чтобы в зоне сварки создать растягивающие напряжения; Это 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 [77] 78 79 80 81 82 83 84 85 86 87 88 89 |