
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 [9] 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 Это усилие распределяется между швами обратно пропорционально расстоянию от оси уголка до обеих кромок. Таким образом, усилие в шве будет Рх = РфАгП.. (2.17) усилие в шве 4 Р, = РфАЛ- (2.18) При расчете прочности прикреплений равнобокнх уголков приближенно можно принять Р1 = 0,ЗРф,; Рг = 0,7Рфл. (2.19) Касательные напряжения в швах равны Ti = Pi/(p/C/i); X2 = P2/mi2). (2.20> Напряжение в каждом из фланговых швов не должно превышать допускаемого [т]. Конструктивно можно увеличить длину 4 относительно размеров, требуемых по расчету прочности, до значения /г- 13олее точный метод расчета предусматривает учет не только срезывающей силы, но и момента силы относительно центра тяжести сечения швов (см. § 10). Тавровые соединения. Применяют для соединения элементов, расположенных во взаимно перпендикулярных плоскостях. Тавровые соединения обычно можно выполнять без подготовки кромок (рис. 2.5, а). На рис.- 2.5, б показаны тавровые соедине-   Рис. 2.5. Тавровые соединения ния С односторонней подготовкой кромок и подваром при толщине листов от 4 до 26 мм, а на рис. 2.5, в- с двусторонней подготовкой кромок для элементов толщиной 12-60 мм. При работе соединений (рис. 2.5, а) на растяжение расчетная формула прочности имеет такой вид: (2.21) Р = 2[т]р/С/, а для соединения, приведенного на рис. 2.5, б, в, P = [a]pS/. (2.22) При работе узла, изображенного на рис. 2.5, а, на сжатие усилие Р в действительности частично передается с горизонтального листа на вертикальный через плоскость соприкосновения листов. Проверка прочности швов соединения в этом случае произво- дится исходя из условного предположения, что усилие передается через швы. При атом [т] повышается до величины [а]сж- При сварке полуавтоматами тавровые соединения могут выполняться угловыми точечными швами (рис. 2.5, г). Применение точечных швов целесообразно главным образом в конструкциях с толщиной листов S г=с 4 - 5 мм. Угловые соединения. Угловые соединения, выполняемые дуговой сваркой вручную, показаны на рис. 2.6, а. При автоматическом и полуавтоматичес1ом способах сварки соединения имеют вид, приведенный на рис. 2.6, б (s = 6 -ь 14 мм) и на рис. 2.6, в (s = Ф Ф в) У/У / У /Ш УУ Ш /7Р7! Рис. 2.6. Угловые соединения = 10 н- 40 мм). Угловые соединения в основном применяются в связующих элементах и расчету на прочность не подлежат. Пробочные проплавные соединения. Пробочные соединения ставят при нахлесточном расположении листов, проплавляя верхний более тонкий лист, в результате чего образуются круглые проплавные сварные соединения (рис. 2.7). Пробочные соединения рациональны при толщине верхнего листа S не более 5 мм. При применении усовершенствованного оборудования с принудительной подачей электродной проволоки в зону дуги можно сваривать проплавными пробочными соединениями элементы толщиной более 12 мм. Такие соединения можно получить сверлением отверстий в одном из соединяемых листов и заполнением их наплавленным металлом. При этом диаметр отверстий d может достигать 40 мм. Разработаны установки для выполнения пробочных соединений различных марок сталей в защитной среде СОз. Ввиду простоты оборудования и высокой производительности процесса проплавные пробочные соединения весьма экономичны. Их применяют, в частности, при изготовлении конструкций сельскохозяйственных машин. В большинстве случаев пробочные соединения являются связующими и рабочих усилий не передают. Расчет прочности соединений, участвующих в передаче усилий, производят аналогично расчету прочности точечных соединений при контактной сварке. Дуговые соединения алюминиевых сплавов. Дуговой сваркой сваривают практически все алюминиевые сплавы, но свариваемость их различна. Сварные соединения алюминиевых сплавов обладают повышенной чувствительностью к концентраторам напряжений по сравнению с рядом сталей, применяемых в конструкциях (см. § 2  Рис. 2.7. Проплавное соединение гл. 1), Поэтому к соединениям из алюминиевых сплавов предъявляют ряд требований к их конструктивному оформлению и предотвращению повреждений изделий в процессе производства. На рис. 2.8 приведены рациональные виды сварных соединений при сварке алюминиевых сплавов. На рис. 2.9у а, б приведены примеры стыковых соединений деталей из алюминиевых сплавов разных толщин при отсутствии эксцентриситета, а на рис. 2.9, в, г- при наличии эксцентриситета. s=ii4-i-1,5MM с отбортоВкой Стыковое с подкладкой s=4-h)0MH Стыкодое с У-одразныи шбом  Стыковое с и-о5размым швом 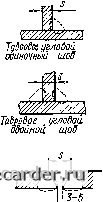 s>1mm s>2mm Тадродов с подеотавкоа кромок Натточте, одиночный углоШ 3-= 820 мм Стыковое с Х-фазным шбом Нахлесточное, д8ойиай углоВои Рис. 2.8. Сварные соединения алюминиевых сплавов Предусмотрены варианты плавных сопряжений радиусом г швов с основным металлом (рис. 2.9, а, в). Это сделано в целях устранения концентраторов напряжений, понижающих предел прочности соединений (рис. 2.9, б, г). При изготовлении конструкций из алюминиевых сплавов рекомендуется применять стыковые соединения, а также соединения, в которых сварные швы расположены в зонах пониженных рабочих напряжений. Целесообразны конструкции повышенной гибкости (деформируемости). 0 1 2 3 4 5 6 7 8 [9] 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 |