
|
| |
|
Слаботочка Книги 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 [96] 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 рисунке третий наружный слой в механизме светопередачи участия не принимает. Двухслойные кварцевые световоды изготавливаются способом парафазного осаждения, который получил всеобщее распространение. Этот способ основан на высокотемпературной (1200... ...1600° С) реакции получения чистого кварца Si02 из газовой смеси SiCU и о2- Смесь пропускают через нагретую кварцевую трубу, и на ее внутренней поверхности оседает слон чистого кварца; затем в смесь добавляют окислы бора или германия, при этом оседает легированный кварц (с увеличенным значением п). После получения слоев требуемой толщины трубку нагревают сильнее и обжимают до «схлопывания» - таким образом получается исходная заготовка (рис. 9.7,а). Растягивая разогретую заготовку и меняя скорость вытяжки, получают волокно требуемых геометрических размеров. Одновременно с оконечным этапом протяжки волокно пропускают через экструзер с фильерой и покрывают защитным полимерным покрытием, иногда также многослойным. Назначение этого покрытия - «залечивание» микротрс- ОсатВеиие 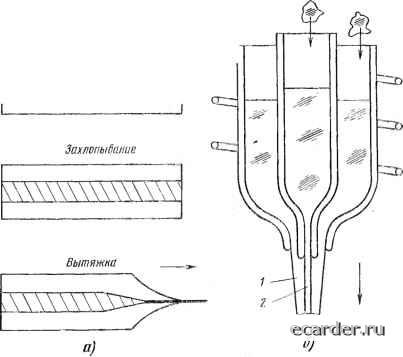 Вытяшна Рис. 9.7. Схема изготов.чения заготовок д-ая кварцевых двухслойных волокон (а) и изготовления волокон из многокомпонентного стекла (б): / - оболочка; 2 - сердцевина CVD-процесс - ог англ. Chemical Vapor Depositioir щин в кварце, защита волокна от влаги и смягчение механических воздействий элементов будущего кабеля. Таким образом, в промышленных условиях результатом вытяжки является не волокно, а структура, называемая волоконным модулем (диаметр модуля 0,2... 0,8 мм) и представляющая собой заготовку для последующего оформления в кабель. Развиты многочисленные модификации этого метода - горизонтальное или вертикальное расположение трубы, осаждение внутри трубы или снаружи на кварцевый стержень, легирование оболочки или сердцевины и т. п. Достоинства CVD-процесса заключаются в том, что он позволяет получить наивысшую прозрачность изготавливаемых волокон (близкую к теоретически предельной) и реализовать практически любой требуемый закон изменения показателя преломления, обеспечен сверхчистыми реактивами и оборудованием (в значительной мере заимствованными из техники эпитаксиального выращивания кремния); недостатки - двухстадийность процесса и конечность строительной длины получаемого волокна, а также сложность изготовления исходных кварцевых труб необходимого качества. Совершенствование двухслойных кварцевых волокон идет по ряду направлений: улучшение характеристик (доведение до теоретического предела затухания и дисперсии) одномодовых волокон как основного типа световода дальней связи; создание многомодовых ступенчатых световодов с увеличенным диаметром сердцевины и повышенной апертурой (для коротких светодиодных ВОЛС), оптимизированных градиентных световодов с уравненными скоростями различных мод в достаточно широком спектральном интервале, волокон с сердцевиной из нелегированного чистого кварца в целях повышения устойчивости к радиации; повышение надежности, долговечности, прочности; увеличение строительных длин и снижение стоимости всех видов волокон. Кварц-полимерные волокна (рис. 9.6,г) изготавливаются из особо чистого промышленного кварца, покрываемого в процессе вытяжки светоотражающим полимером (обычно кремнийоргани-ческим типа СИЭЛ). Эти волокна характеризуются простотой изготовления, непрерывностью и одностадийностью цикла вытяжки, повышенными значениями диаметра сердцевины и числовой апертуры, а также устойчивостью к воздействию радиации (из-за нелегированности сердцевины). Однако им присущ и ряд существенных недостатков: невысокая прозрачность; значительная дисперсия, так как они не могут быть сделаны ни градиентными, ни одномодовыми; ограниченный температурный диапазон (из-за резкой температурной зависимости показателя преломления полимера); сложность армирования торцов, так как при снятии полимера затухание обнаженных участков волокна резко возрастает; недолговечность. Эти недостатки носят принципиальный характер, поэтому кварц-полимерные волокна могут получить лишь ограниченное применение в простейших коротких ВОЛС, использующих в качестве излучателя светодиоды. 292 Волокна из многокомпонентных стекол (рис. 9.6,6) представляют собой сплавы (растворы) двуокиси кремния Si02 (как основы в несколько десятков процентов) с несколькими составляющими, такими как NajO, СаО, MgO, AijOs, LijO и другими (около 10% каждая); изменением состава варьируется показатель преломления, причем в значительно более широких пределах, чем в кварцевых световодах. Эти волокна изготавливаются методом двойного тигля (рис. 9.7,6); навески стекла, предназначенные для создания сердцевины и оболочки, непрерывно поступают во внутренний и наружный тигли сверху, а снизу из тонкого сопла вытягивается готовое волокно. Процесс характеризуется низкой температурой, простотой, непрерывностью, высокой производительностью, безотходностью; могут изготавливаться ступенчатые и градиентные многомодовые волокна. Однако из-за недостаточной чистоты исходных компонентов эти световоды значительно менее прозрачны, чем кварцевые. Полимерные световоды (рис. 9.6,е) изготавливаются подобным методом, при этом полимеры сердечника и оболочки поступают к кольцевому фильерному отверстию под давлением из плунжерных цилиндров (плунжерный метод). Полимерные световоды наиболее дешевы и просты в изготовлении, характеризуются повышенной гибкостью и прочностью, могут иметь практически любые значения диаметра сердцевины и числовой апертуры. Недостаток этих световодов заключается в значительных потерях пропускания, обусловленных загрязнениями и большим числом линий собственного поглощения полимеров. Еще раз подчеркнем, что из всех рассмотренных волокон только двухслойные световоды из легированного кварца обладают универсальным сочетанием свойств, достаточно полно удовлетворяющих потребности ВОЛС. Важнейшей частью производства волокон является их метрологическое обеспечение. В число основных измеряемых параметров и характеристик входят: геометрические размеры слоев, числовая апертура, затухание на заданной длине волны, полоса пропускания (или дисперсионная по- стоянная). Кроме того, на типовых образцах определяются спектральная характеристика затухания, модовый состав излучения, а иногда затухание и диспер- Рис. 9.8. Вид сигнала рефлектомера при зондировании ВОЛС (непрерывная линия) : 1 - потери при вводе; 2 - затухание на соединителе; 3 - отражение от места сращивания волокон; 4 - отражение от конца волокна; 5 - обратное рассеяние, обусловленное статистическими причинами (штриховая линия - теоретическая кривая для идеального волокна) /„р, Dtnlf.Ed. 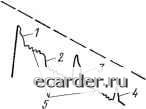 X, от. ед. 11°-8 293: 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 [96] 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 |