
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 [61] 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 этой координаты % (рис. 5-12, а, 6) Аф(0 = Фв(0-ф(0. Точность задания фз (t) определяется точностью задания частоты f Прн использовании высокостабильных ГЭЧ фз {i) приближенно соответствует заданию идеального равномерного движения, Предполагается при этом, что в ССС й>ср2л/з и помехи от квантования сигналов несущественны.  Рис. 5-12 Мгновенные отклонения скорости Дю (t) от заданного значения (fjg = /з определяются в результате дифференцирования текущтх значений Дф {t). Регуляторы тока и положения могу-т быть выбраны соответствен-во пропорционально-интегральным и пропорционально-иитеграль-но-диффереицнальным, исходя из условия получения нормированного вида частотных характеристик системы. Минимизация дина&п1-ческой ошибки системы с учетом характеристик возмущающих воздействий, помех измерения н ограничений координат может быib шиолнеиа методом синтеза многомерной системы, который изложен в п. 5-1-3. При использовании широтно-импульсных преобразователей на высокой частоте коммутации можно рассматривать преобразователь безынерционным. В этом случае нормированные передаточные функции разомкнутых контуров регулирования тока и положения могут Сыть записаны в виде где? - - постоянные времени, характеризующие норыирован-HbiH вид передаточных функций и зависящие от параметров регуляторов ГОКа и положения, При параметрическом синтезе ССС в качестве варьируемых Параметров принимаются постоянные времени Tj - н передаточ-коэффициент Аф.д. Для контура автоматической синхронизации весь процесс пуска или перехода с одной заданной скорости на другую может быть разделен на три участка. На первом участке, характеризующемся временем запаздывания зп, преодолевается зона нечувствительности НЛБ. На втором - ipaa - происходит разгон или торможение при постоянном токе якоря. Третий участок соотве-.-ствует колебаниям скорости относительно некоторого центра колебаний. Оптимальным условием работы контура автоматической синхронизации является условие введения системы в синхронный режим пссле первого достижения установившегося значения скорости. Соответствуюшлй этому случаю переходный процесс при переходе скорости с одного заданного значения иа другое 1ю-казан на рис. 5-13. 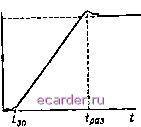 Рнс 5-13 5-3. СИСТЕМЫ СТАБИЛИЗАЦИИ СКОРОСТИ МНОГОДВИГАТЕЛЬНЫХ ЭЛЕКТРОПРИВОДОВ 5-3-1. ХАРАКТЕРИСТИКА ПРОМЫШЛЕННЫХ УСТАНОВОК С МНОГОДВИГАТЕЛЬНЫМИ ЭЛЕКТРОПРИВОДАМИ Многодвигательные электроприводы со стабилизацией скорости нспатьзуются во многих промышленных установках с непрерывным технологическим просессом. К таким установкам относятся; непрерывные станы горячей и холодной прокатки, бумагоделательные машины, линии по обработке полимерных материалов, машины гекстильного производства и др. / ж Ж Ж клеть кяеть клеть кяеть Г -п г-п 3 Ш 8 181 J L I L---л -J РазнатыВатеь Рнс 5 !4 Иамотка 6 рулон Непрерывные прокатные станы содержат несколько рабочп клетей (рис. 5-14), в которых одновременно происходит прокатка металла Л\еталл движется в одном направлении, и происходит последовательное его обжатне в каждой рабочей клети Все клети, раз-матыватель и устройство намотки в рулон (моталка) осиащаются электроприводами. При одновременной прокатке металла в нескольких клетях количество металла, выходящего нз предыдущей клети, должно равняться количеству металла, входящего в последующую клеть. Через каждую клеть проходит в единицу времени одно н то же ка1ичество металла. Для п-клетьевого стана это может быть выра-я;ено формулой где Ft - сечение металла; и, - скорость движения металла перед входом в i-iO клеть, i = 1,2, п. Скорость движения металла после обжатия в клети определяется формулой [И1 где(о <( - угловая скорость и диаметр рабочих валков г~и клети; 5 - коэффициент опережеиня по скорости. Еслп предположить, что связь между валкамн двух соседних клетей через металл отсутствует, то скорость выхода металла нз i-й клети а скорость выхода металла из {1 + 1)-й клети Отсюда ьвымИ - -5- U T-i+U- Oil vbii (! +5, ]) В установившемся режиме ыч! вычг= вых.+1 рьлг+т Принимая во внимание, что /выл = pm+i и, обозначив отношение ei(+i Bi.ij,+i, характеризующее вытяжку металла в клети, через K.l* получим Условие (5-10) соответствует режиму свободной прокаткп, когда металл большого сечения не испьггывает усилии натяжения и сжатия, а металл малых сечений прокатывается с образованием петли, имеющей ПОСТОЯННуЮДЛИНу. npH3T0M!Jsb,M - tsxi+l- Если прокатка происходит с постоянным натяжением металла *у клетями, то -lJr-nd,Ul-\-S, г) Де а> 1 -постоянный коэ( ф11Циент, зависящий от заданною атяжеи,1я. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 [61] 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 |