
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 [78] 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 согласованная со способом обработки, видом инструмента, конструкцией Aiexa-ннческого оборудования и условиями ограничений, В подавляющем большинстпе >становок траектория движения ИО не совпадает с траекторией движения изображающей точки из-за конечных размеров и определенной ориентации иистру-мепта. В этих случаях при программировании по траектории изображающей точки, виду и размерам инструмента рассчитывается новая траектория, представляющая собой геометрическое место точек, равноудаленных по главной нормали от траектории изображающей точки. Эта новая траектория называется зквидистантой траектории изображающей точки. По ней, как правило, перемещается центр фрезы у фрезерных станков, ось резака в машинах тепловой резки, ось электрода в алектосваречных установках и др. 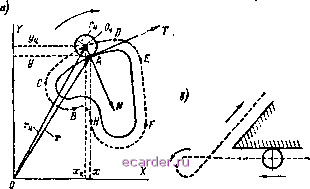 Рис. 7-2 На рис. 7-2, а сплошной линией показана траектория изображающей точки (контур детали), а штриховой - ее эквидистапта, если обработка ведется цилиндрическим инструментом (фреза) радиусом Ги- Радиус-вектор центра инструмента Oi определяется через радиус-вектор точки касания А из векторного равенства Гц = г - пг, а координаты центра связаны с координатами точки касания А равенствами Жц=ж - cos (XN); = У - Ги cos {YN), где п ~ единичный вектор нормали N в точке А для правой системы подвижных естественных координат, образованных векторами касательной Т, бинормали (на рис. 7-2, а вырождена в точку) и нормали N (для пространственной кривой - главная нормаль); {XN), {YN) - углы между паюжительным направлением соответствующей координатной осн и направлением нормали. Иногда, например при фрезеровании и шлифовании гранен с ребром без притупления, на отдельных участках траектория движения ИО мажет отличаться от эквидистанты траектории изображающей точки (рис, 7-2, б). На участ* ках холостых ходов возможны изменения режима работы установки (например, увеличение контурной скорости). Это учитывается программированием технологических команд, После определения эквидистанты траектории ее разбивают на отдельные участки, на которых она описывается уравнением некоторой кривой нли представляет собой прямую линию. Например, на участках BC.DE, Frl, НВ (рис. 7-2.о) такими кривыми являются дуги окружностей различных радиусов, на участке CD - парабола. Участок EF представляет собой прямую. Точки, разделяющие участки с различным;! аналитическими кривыми, называются опорными или граничными точками, а сам процесс разбиения - грубой интерполяцией. В за- дачу грубой интерполяции входит определение координат опорных точек, приращений координат на участках и параметров аналитических кривых (коэффициентов уравнений парабол, гипербол, прямых, координат центра, значений радиусов и центральных углов дуг окружностей и т, д.). Если траектория движения ИО в целом нлн на отдельных участках ие имеет точного аналитического описания, то она аппроксимируется 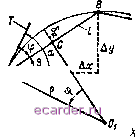 той или иной аналитической кривой по догтустимон погрешности аппроксимации, значение которой зависит от общего технаюгического допуска на точность обработки и суммарного значения ошибок, появляющихся как на этапе программирования, так и в процессе воспроизведения программы jja установке, Дальнейший процесс программирования существенно зависит от конкретной системы ЧПУ, для которой составляется программа. Если система имеет многопрограммный интерполятор, позволяющий воспроизводить различные аналитические кривые, то для нее программой могут служить данные грубой интерполяции. Такое паюжение имеет место в системах с ЭВЛ В практике построения систем NC широкое распространеиие получили линейные и линейно-крутовые интерполяторы. Для системы, имеющей линейный интерполятор, числовая программная информация получается в результате замены непрерывной кривой ломаной линией, таким образом, чтобы расстояние между фактической кривой и аппроксимирующей прямой в любой точке не превышало допустимой погрешности аппроксимации. Пусть па некотором участке программируемая траектория является кривой у ~ f (х), имеющей непрерывные первую у = df (х) Idx и вторую у = = d/ {х) I (rfjc) производные. Задана допустимая погрешность аппроксимации 6д, В начальной точке А с координатами лгц, i/o (рис. 7-3) определяется радиус кривизны Рис. 7-3 где уа и у\ - первая и вторая производные функции у ~ / (х) в точке А (лгр, у. На малом интервале аппроксимации между точками А В радиус кривизны р считается постоянным. Тогда, как видно из построения на рис. 7-3, последовательно можно определить: длину хорды / между точками Л и б / = = 2У р2 -(р-6a)2s2 V2p6a (так как 6д < р), угач между касательной к траектории в точке А и осью X а = arctg у\, угол между этой касательной и хордой (p = arcsln , угол между хордой и осью X Р = а - ф, приращение по независимой координате Длг = / cos fl, координаты точки В лг = xj, -f- Ajf, + A) и приращение по зависимой координате у Ау = f {Хо-\~ Дх) - jaieM указанная процедура расчета повторяется для следующего участка Аппроксимации, причем для соседнего участка за начальную точку принимается точка кривой с вычисленнымп координатами хну. Очевидно, что приращение по зависимой координате в общем случае нельзя определять через длину хорды и синус угла так как прн таком определении будет накапливаться ошибка и в конеч1ой точке участка кривой она может превысить допустимое значение. Если в системе применен линейно-круговой интерполятор, то вся трэек- рия движения ИО разбивается на два типа аналитических кривых: прямые и дуги окружности. Замена участка фактической кривой дугой окружности определенной длины н радиуса выполняется также по допустимой погрешности аппроксимации. В современных системах программируется траектория движения изобрз-жакяцей точки на контуре детали, а программная траектория движения ИО с учетом размера инструмента автоматически формируется в программо-задаю-ш,ем устройстве в процессе воспроизведения. 7-2-2. КОДИРОВАНИЕ И ВОСПРОИЗВЕДЕНИЕ ЧИСЛОВОЙ ПРОГРАММНОЙ ИНФОРМАЦИИ Цифровая пнфорнацпя, полученная в результате расчета программы, и командная информация, обусловленная технологическим процессом, вводятся в системы ЧПУ через нрогранмоноснтель. В качестве программоносителей применяются: перфоленты, перфокарты, наборные поля и .магнитные ленты. Наиболее распространенным программоносителем является перфолента. Перфокарты используются чаще всего для позиционных систем и особенно в тех случаях, когда программой необходимо пользоваться многократно. В системах ЧПУ, как и в других системах с ЦВМ или с ее компонентами, используются алгоритмические языки, предназначенные для обмена информацией машнпы с внешними устройствами (программоноситель, устройства коррекции, аппараты управления и др.). Алгоритмические языки систем ЧПУ значительно проще языков универсальных вычислительных машин и состоят нз немногочисленных кодовых комбинаций или определенных правил программирования, согласованных с техначагическнм процессом и конструкцией оборудования. Для металлорежущих станков с ЧПУ находит применение код БЦК-5 (буквенно-цифровой код для записи программы на пятидорожечную перфоленту), согласова1шын с международным кодом (27). Он состоит из двух групп симвшов; цифровы.хот О до Э и буквенных из заглавных букв русского алфавита. Цифры h цифровые эквиваленты букв представляются б двоично-десятичном исчислении с Бесовыми значениями двоичных разрядов 8; 4; 2; I, Каждый цифровой или одпобуквенный символ занимает одну строку ленты. Цифровая информация и цифровые эквиваленты буквенных символов записываются пробивкой отверстий на первых четырех дорожках перфоленты, образуя в строке запись цифры десятичного разряда в двоичном коде. Пятая дорожьа несет признак символа, запнсаниого на данной строке. В настоящее время широко применяется стандартный код, состэвленкый в соответствий с международной систе.мой кодирования информации 1S0-7 bit. В коде ISO принято также двоично-десятнчное счисление, но используется вось-мндорожечная перфолента шириной 25,4 мм (] дюйм). Все символы разделяются на три Группы: цифровые от О до 9, буквенные со всеми заглавными буквами латинского алфавита н специальные знаки. Каждой букве или специальному знаку соответствует определенное значение. Символы записываются на семи дорожках перфоленты (отсюда 7 bit - 7 двоичных разрядов), 8-я дорожка является контрольной. Контроль ведется по модулю 2, т- е. на четность. Пробивка на восьмой дорожке делается тогда, когда нужно дополнить число пробивок в строке до четно1о. В табл. 7-1 в качестве примера приведены пекоторые символы, их значения и соогветствующие им кодовые комбинации. Пробивка на ленте отмечена крестиком на соответствующей дорожке. Дорожка Т является тактирующей (пробивка на ней отмечена точкой). Как видно из табл. 7-1, на одной строке ленты размещается одни символ. Определенная последовательность символов составляет слово, которое включает в Себя технологическую илн геометрическую информацию для ЙО, либо командную информацию для устройства ЧПУ. Слово начинается буквой адреса, после которой может идти последовательность цифр с соответствующим знаком. Например, поворот ИО вокруг осн X в положительном направлении на 2486 дискретных единиц будет записываться словом А ~\- 002486. Последовательность слое, содержащих информацию для одной рабочей операции, составляет кадр программы, который вачинается со слова н(Л1ер кадра и заканчивается символом йконец кадра . 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 [78] 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 |