
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 [173] 174 175 176 177 178 Kaoc.ihiia.i тара, транспортирование и .храпение Ра!д. 31 Таблица 31.3. Металлические барабаны
наростов и заливов. Несоосность осевых отверстий в барабанах 7М-1 и 7М-2 не должна превышать 3 мм. Радиальное биение наружной поверхности шейки относительно посадочного конуса приемного устройства не должна быть более 5 мм для всех исполнений. Размеры металлических барабанов приведены в табл. 31.3. Нижний конец провода укладывают в выводное отверстие в шейке барабана, верхний конец должен быть надежно закреплен внутри барабана. 31.3. ПЛАСТМАССОВЫЕ КАТУШКИ Пластмассовые катушки цилиндрические (рис. 31.2) и конические (рис. 31.3) по ТУ 16.507.000-82 предназначены для намотки обмоточных проводов диаметром от 0,015 до 4,0 мм и прямоугольных сечением до 30 мм. Катушки изготовляются методом литья под давлением из ударопрочного полистирола. Допускается применение вторичного сырья. Значение ударной вязкости при добавлении вторичного сырья не должно снижаться более чем на 20% первичного. Катушки не должны деформироваться при эксплуатации, транспортировании и хранении, иметь чистую и гладкую поверхность без трешин, выбоин, недоливов. Гладкая по- Рис. 31.2 Пластмассовая цилиндрическая катушка Рис. 31.3. Пластмассовая коническая катушка верхность катушек обеспечивается соблюдением чистоты обработки поверхности литьевых форм, которая должна быть не ниже 1,6 мкм по ГОСТ 2789.73. Размеры и масса пластмассовых катушек цилиндрических приведены в табл. 31.4, а конических-в табл. 31.5. На шейке, внутренних vj 31.4 Дерсаштые катушки -521 Таблица 31.4. Цнлинлрнческне пластмассовые катушки
* Дополнительный типоразмер. Таблица 31.5: Конические пластмассовые катушки
Не перспективная, в новых разработках не применять. поверхностях щек и посадочных конусов не допускаются облой и следы литников. Щеки составных катушек присоединяются к шейке полистирольным клеем. Цилиндрическую катушку 355 и конические 250/400, 315/500 и 400/630 допускается изготовлять разъем-, ными. Щеки катушек присоединяют к шейке стяжными шпильками. Концы шпилек и щек не должны выступать за края катушек. Проворачивание щек относительно шейки не допускается. Показатель текучести расплава от 1.5 до 10 г/и(1ин. 31.4. ДЕРЕВЯННЫЕ КАТУШКИ Деревянные катушки составные, изготовляемые по ОСТ 16.0.684-341-78 (рис. 31.4), применяются для намотки эмалированных и обмоточных проводов. Размеры катушек приведены в табл. 31.6. Щеки катушек, изготовляют из фанеры марок ФСФ, ФК сорта не ниже АВ/В по ГОСТ 39Д6-69, шейки -из березы. Допускается изготовление шеек 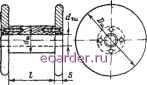 Рис. 31.4. Деревянная составная катушка из бука, клена и граба I. П сортов по ГОСТ 9462-71. Влажность древесины для шеек должна быть не более 15%. Шеки прикрепляются к шейке плотно с помощью клея, гвоздей или шурупов. Гвозди должны быть предварительно выдержаны в подсоленной воде или 10%-ном растворе соляной кислоты до появления ржавчины. Гвозди вбиваются под углом 20 - 25 к оси катушки. На одной щеке катушки должно быть отверстие для поводка, а на другой щеке, вплотную к шейке, должно быть отверстие для вывода Кабельная тара, транспортирование и хранение Разд. 31 Таблица 31.6. Дерев ые катушкн
конца провода. Поверхность катушки должна быть чистой, шероховатость не должна превышать для внутренней стороны 100, наружной 320 мкм по ГОСТ 7016-82. Поверхность должна быть лакированной. Намотка проводов на катушки производится плотными ровными рядами без перекрещивания витков. Расстояние между верхним витком провода и краем щеки катушки должно быть не менее 3 мм для провода с токопроводящей жилой диаметром до 0,05 мм включительно и не менее 5 мм - свыше 0,05 мм. 31.5. УПАКОВКА Кабели и провода наматываются на барабаны, катушки рядами без ослабления и перепутывания витков. При выборе размеров (номеров барабанов, катушек, бухт и специальных контейнеров) необходимо соблюдать минимально-допустимый диаметр изгиба изделия, устанавливаемый в нормативно-технической докумечтации на кабели и провода; число строительных длин или отрезков на барабане, катушке или в бухте должно быть не более трех, одной и той же марки, сечения и размера и номинального напряжения. Кабели связи коаксиальные и симметричные наматывают на барабан одной строительной длиной. Длина отрезков на барабане указывается последбвательно, начиная с верхнего. Упаковка изделий для районов Крайнего Севера и труднодоступных районов производится в соответствии с ГОСТ 15846-79. Барабаны, бывшие в употреблении (кроме >fe 30), для кабелей экспортного исполнения не применяются. На барабане № 30 и катушках, бывших в употреблении, для кабелей экспортного исполнения не должно быть трещин, сколов, забоин грязи, старой маркировки. Деревянные катушки должны быть покрыты лаком. Для внутрисоюзных поставок допускается применение импортных барабанов. При отгрузке двух и более грузовых мест (за исключением барабанов) в адрес одного грузополучателя они должны быть объединены в транспортные пакеты в соответствии с ГОСТ 21929-76. При применении многооборотной тары старая маркировка закрашивается. - Упаковка кабелей и проводов, намотанных на деревянные барабаны, должна соответствовать ГОСТ 5151-79Е, а металлических - ОСТ 16.0-684-014-80. При поставке кабелей и проводов на экспорт наружные стороны щек деревянных барабанов окрашивают; поставка изделий на экспорт на металлических барабанах запрещается, кроме случая, когда поставкой оговорен возврат металлических барабанов. Концы каждой строительной длины кабелей, намотанных на барабаны, должны быть закреплены, выведены между витками и доступны для испытаний. Нижний конец должен быть выведен за щеку барабана. Длина нижнего конца, подвергающегося испытанию электрическим напряжением, оговаривается нормативно-технической документацией на кабели и провода; конец, выведенный за щеку барабана, должен быть защищен. Верхний конец крепится врастяжку к обеим внутренним плоскостям щек или к одной стороне щеки при помощи металлических скоб или гвоздей способом, исключающим повреждение изделия. При креплении верхнего конца врастяжку (кроме бронированных кабелей и неизолированных проводов) применяется шнур из синтетического материала или кабельная пряжа, для бронированных кабелей и неизолированных проводов - стальная оцинкованная проволока. Верхний конец кабеля, поставляемого на металлических барабанах (кроме неизолированных проводов) крепят перевязочным материалом, обматывая его вокруг шейки барабана и закрепляя. Концы кабелей в резиновой, ПВХ или ПЭ оболочках герметично заделывают колпачками, обматывают лентой, соответствующей материалу оболочки, или горячим 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 [173] 174 175 176 177 178 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||