
|
| |
|
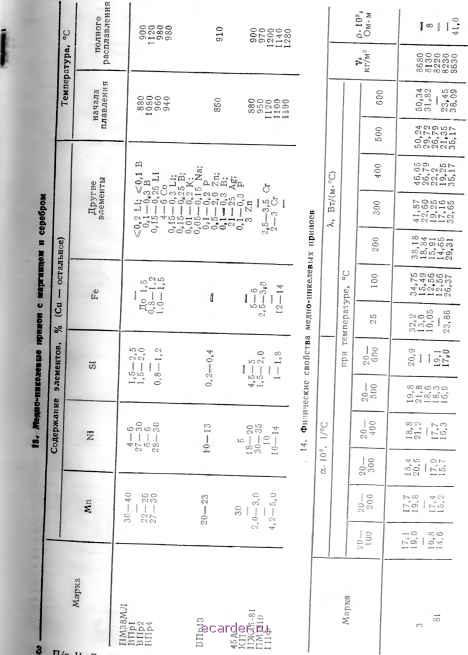
Слаботочка Книги 1 2 3 4 5 6 7 8 9 [10] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 2. Химический состав и температура плавления медио-нииковых припоев Марка Содержание э.пел-снтов, % (Zn - остальное) Другие элементы Примеси, %, не более Температура, О =; 11
0.1 А1 1 Мл 1.0 Ag 6,6 Мп 1,2- 2 Мп 3.5- 5,5 Мл 1.0 .Ag 5 - 6 Мп 0.1 0,5-1.0 0,1 0.1 0,1 0,1 0,1 1 0.1 0,1 0.1 0.1 0,1 0.1 0.1 0,5-1,0 0,1 0.15 0.1 0,1 0,1 5-7 0,1
3 Физико-механические свойства медно-цинковых припоев
Примечание. V здесь и далее плотность припоя. пение цинка при пайке, что приводит к повышению температуры плавления самого припоя и к образованию пористости паяного шва. Для снижения температуры плавления и повышения технологических свойств медно-цинковых припоев в их состав вводят в небольших количествах олово и кремний (до 1 %). Добавка олова снижает температуру плавления припоя и увеличивает его жидкотеку-честь; кремний резко снижает испарение цинка. Составы и физико-механические свойства медно-цинковых припоев приведены в табл. 2-4. Латуни Л63 и Л68 используют при пайке углеродистых сталей и меди. Изделия из серого чугуна паяют МЦН 48-10; ЛК62-05 и ЛКН 56-03-6. Припои на медной основе, содержащие кроме цинка небольшое количество олова и кремния, имеют лучшие технологические свойства и обеспечивают более высокую плотность и герметичность шва. К этим припоям относят латуни марок ЛОК62-06-04 и ЛОК59-1-03. Однако введение олова и кремния в больших количествах охруп-чивает латуни и не позволяет получать пластичные паяные соединения. Прочность паяных соединений, выполненных этими припоями, повышают введением в состав припоев никеля, железа, марганца и кремния. Многокомпонент- ные латуни широко применяют для пайки тяжелонагруженных изделий, например, всех видов паяного режущего инструмента (резцы, фрезы и др.). Паяное соединение на режущем инструменте (припайка пластин из быстрорежущей стали или твердого сплава) должно быть пластичным и обладать высокой прочностью при повышенных температурах. Медно-цинковыми припоями паяют углеродистые стали и медь при быстрых нагревах ТВЧ, в печах, пламенем газовой горелки и в соляных ваннах с использованием в качестве флюса буры; флюсов ПВ209, ПВ200, ПВ201. Вследствие испарения цинка пайку медно-цинковыми припоями в газообразных защитных средах и в вакууме ие производят. Медно-цинковые припои (за исключением ВПр31) для пайки коррозионно-стойких сталей не применяются из-за образования трещин в паяемом металле. Припой ВПр31 (см. табл. 4) содержит 0,75-0,9 % Si и 0,1-0,3 % В, которые за счет образования силицидов и боридов железа блокируют распространение трещин по границам зерен паяемого металла. Прочность соединений, паянных некоторыми медно-цинковыми припоями, приведена в табл. 5. Состав и свойства медноцинковых припоев, применяющихся за рубежом, приведены в табл. 6-11. 4. Медно-нинковые припои с никелем, марганцем и оловом
Содержит 0,25-0,3 % Si. Содержит. %; 0,75-0,9 Si; 2,5-3,0 Сг; 0,5-3,0 Со; 0,01-0,04 Р; 0.1 -0,3 В. 5. Прочность паяных соединений из стали СтЗ
6. У.едно-цинковые припои с оловом, применяемые в Англии (по В.S.1845 : 1952)
7. (V.ej o-UHHKOebie припои с никелем, применяемые в Анг.пии (по В.5,790 : 1938) Содержание элементов, % (Zn - остальное) Примеси. %. не более
I I I I °- 1 I II II I I 1 I со со см о о с о МММ! rv, ООО COCD -Го ОС II II и I О- I со 1Л II II II I о и I 1 -о ОСО Ю - о о с: о о L3 m ио го tc - 11 I ,1 Mil - О спсо r-tf: cocTJu-oo; - ir; о m uo Lr; -г- со m 0 CO . 9. Фи.1ико-меха1Н.ч скне свойстве, некоторых медно-иеинковых припоев, нрнмен}емых в Чехословакии (по CSN) < X <м cvjoi <N(M этэтсоого со этсо со Й с л
А г Ni,% 10 20 JO ij-O 50 60 70 80 90 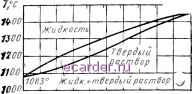 СиЮ 10 30 0 50 60 70 8 0 90NL Массовые дола Nij % Уис. 2. Диаграмма сое гоя*шя .сплавов системы медь - никель Медно-никелевые припои. Медь с ни келем образует ряд твердых растворов (рис. 2). Для увеличения жаростойкости, прочности при повышенных температурах в медно-никелевые припои вводят хро.м, марганец, железо, кремний и алюминий (табл. 12-14). Медно-цинковые припои для пайки коррозионно-стойких сталей типа 12Х18Н10Т из-за образования трещин в паяном соединении не применяют. Изделия из коррозионно-стойких сталей паяются припоями типа ВПр1, ВПр2 или ВПр4 в среде нейтральных газов или в вакууме (табл. 15). В этом случае не происходит заметного растворения основного металла, что позволяет применять их для пайки тонкостенных изделий. Медно-фосфорные припои. Сплавы меди с фосфором (4-9 %) имеют высокую жидкотекучесть и сравнительно низкую температуру плавле- 100 S00 щ щ т
Cu в n f6 20 2k 26 32 P tIaccoBtie вопи P, % Рис. 3. Диаграмма состояния сплавов системы медь - фосфор ния, их применяют как заменители серебряных и медно-цинковых припоев при пайке меди и ее сплавов (рис. 3, табл. 16). Эти припои обладают самофлюсующими свойствами и позволяют производить пайку меди и некоторых ее сплавов без применения флюсов. При пайке латуни ЛбЗ, нейзильбера, алюминиевой бронзы и медно-никеле-вых сплавов медно-фосфорными припоями необходимо применять борс-содержащие флюсы. Для пайки чугуна и сталей медно-фосфорные припои не применяют из-за образования хрупких фосфидов железа 12. Медно-никелевые припои для пайки ~тальных изделий Содержание элементов, % (Си - остальное)
 /Р и. Е. Петрун - ся - - 1 2 3 4 5 6 7 8 9 [10] 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||