
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 [14] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 flaceeSbie ic/iu Мп, °Z J5C0 1300 1200 1100 1000 800 769 100
W 20 3D Ы SO 60 70 80 90 fin An Мл, 7 Рис. 16. Диаграмма состояния сплавов системы железо - марганец позволяет снизить температуру их плавления и улучшить технологические свойства (растекаемость, смачиваемость) припоя. Железо-марганцевые припои пластичны, позволяют получать из них полосы, фольгу, что расширяет область их применения. Припой ВЗМИ-49 (14,5-16,0 % Мп, 4,5-5,0 % Си, 4,2- 4,7 % N1, 0,8-1,0 % С, 0,1-0,4 % В, 0,1-0,4% Si, 0,1-0,4% Сг) имеет температуру начала плавления 1070 °С, полного расплавления 1100 °С. AJ.юминиeвыe припои Для панки алюминиевых сплавов применяют припои на основе алюминия, цинка и олова. Припои на основе алюминия обеспечивают паяным соединениям наиболее высокие коррозионные свойства и механическую прочность, однако они имеют сравнительно высокую температуру плавления, что затрудняет проведение пайки. В припои на алюминиевой основе вводят кремний, серебро, медь, цинк, кадмий и другие металлы. Составы алюминиевых припоев, применяемых при пайке алюминиевых сплавов, приведены в табл. 48-50. Наилучшей коррозионной стойко-стьюобладают припои системы алюминий-кремний (рис. 17). Применяют сплавы системы алюминии-кремний с содержанием 4-13 % Si. Обычно в качестве припоев используют эвтектический сплав с содержанием около 12 % Si, имеющий температуру плавления 577 С. Эту температуру можно снизить, введя в припой .медь; наиболее низкая температура будет при 28 % Си. В этом случае образуется тройная эвтектика (припой марки 34А) с температурой плавления 525 °С. Припой широко применяют в отечественной и зарубежной промышленности. Для улучшения технологических свойств алюминиевых припоев и снижения температуры их плавления вводят цинк. Все припои системы А1-Si-Си пригодны для пайки алюминия и его сплавов, имеющих довольно высокую температуру плавления (АВ, АМц, АМг и др. ), и не пригодны для пайки дюралюминия (Д1, Д16 и др,), не допускающего нагрева выше 505 °С. Введение цинка и германия значительно снижает температуру плавления этих припоев, что позволяет их использовать для пайки дюралюминия. О 10 2D Зо~4о50 60 70 80 90 Ш 48. Алюминиевые припои, применяемые в Чехословакии (по CS N) 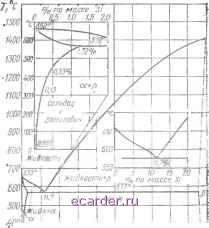 А1 iO 20 JO W 50 60 W au Su SI Массовые OonV. Рис. 17. Диаграмма состояния сплавов системы алюминий кремний
49. Алюминиевые припои
♦ ГОСТ 1521-76*. 50. Алюминиевые припои, применяемые в США (по ASTM) Содерж ание элементов, %
51. Магниевые припои
Магниевые припои Магниевые припои применяют главным образом для пайки магния и его сплавов. В припои на основе магния вводят алюминий, медь, цинк, марганец. Эти припои сочетают с твердыми или жидкими флюсами, предохраняющими их от воспламенения в процессе пайки. Составы некоторых магниевых припоев приведены в табл. 51. В процессе пайки магниевыми припоями при нагреве в печах или пламенем газовой горелки необходимо иметь избыток флюса, предохраняющего от окисления припой и паяный шов, снижающего прочность соединения (табл. 52). 52. Прочность паяных стыковых соединений на магниевых сплавах, паянных с флюсом Ф380Л1г
Оловянно-свинцовые припои Олово и свинец в отдельности сравнительно редко применяют в качестве припоев. Хотя олово и обладает высокой коррозионной стойкостью, паять им не всегда целесообразно, так как оно, так же как и свинец, имеет низкий предел ползучести, а при низких температурах чистое олово может претерпевать аллотропическое превращение, переходя в серый порошок. Наибольшее применение нашли припои, содержащие 30-60 % Sn. Оловянно-свинцовые припои применяют в различных отраслях промышленности при низкотемпературной пайке cтaJй, никеля, меди и ее сплавов. Они обладают высокими технологическими свойствами, пластичны и при выполнении пайки не требуют дорогостоящего оборудования и сложных способов пайки. Пайку оловянно-свинцовыми припоями производят обычно при нагреве паяльником. В зависимости от содержания в припоях олова изменяются свойства и температура плавления (рис. 18). Минимальной температуры плавления (183,3 X) достигают при содержании в сплаве 61,9% Sn. Этот припой имеет эвтектическую структуру, весьма пластичен, обладает высокими технологическими свойствами. Введение в оловянно-свинцовые припои сурьмы приводит к повышению преде.та ползучести, снижает склонность к старению и предотвращает аллотропические превращения олова, однако большое количество сурьмы ухудшает способность припоев смачивать поверхность паяемых металлов. При содержании цинка и алюминия свыше 0.005 % снижается растекае-мость припоя, ухудшается его взаимодействие с паяемым металлом, появляется склонность к образованию трещин при затвердевании. Широко применяются оловянно-свинцовые припои,  свойства и назначение которых приведены в табл. 53-56. Оловянно-свинцовые припои, а также и паяные соединения, выполненные ими, при охлаждении до низких температур меняют свои механические свойства - охрупчиваются. Пластичность припоев уменьшается, одновременно возрастает их прочность. Паяные соединения, выполненные оловянно-свинцо-выми припоями, имеют низкую коррозионную стойкость в условиях тропиков, а также при наличии конденсата; стойкость припоя понижается с повышением содержания в их составе свинца. Для работы в этих условиях соединения необходимо защищать лакокрасочными покрытиями. Оловянные припои легируют цинком, серебром, кадмием, алюминием. Небольшие присадки цинка (9 %) в олово снижают температуру плавления припоя до 199 °С (рис. 19), Припои с содержанием 10-40 % Zn применяют для пайки алю.миния с применением ультразвука или абразивным методом. Введение серебра в оловянно-цинковые припои измельчает зерно и повышает коррозионную стойкость. Припои на основе олова, содержащие серебро, сурыиу, медь (ВПрб, ВПр9), обладают высокой коррозионной стойкостью и применяются для пайки медных и латунных электропроводов (электрооборудования), работающих во всех климатических условиях без за- Ш 250 ZOO 150 100 50 102050 10 50 60 70 80
/iaccpeb/e доли. Sn, % Рис. 18, Диаграмма состояния сплавов системы олово - свинец 00 300 100 700 О > 10 20 30 0 50 60 70 Жидк f7n
Sn 10 20 3D fO 50 60 70 80 90 In Массовые доли Zn. % Рис. 19. Диаграмма состояния сплавов системы олово - цинк ЩИТЫ соединений лакокрасочными покрытиями (табл. 57), Оловянно-свинцовые припои, применяемые в зарубекной практике, приведены в табл. 58-61, 53. Химический состав оловянно-свинцовых припоев и область их применения
ПОС 90 Ос 61 ПОС 40 89-91 60-62 39-41 Б ессурьм.ч нисты е Лужение и пайка внутренних швов пищево:! посуды н медицинской аппаратуры Лужение и пайка электро- и радиоаппаратуры, печатны.х плат, точны.х приборов с высоко-герметичными швами, где недопустим перегрев Лужение и nailKa элечстроаппаратуры. дета-.leii из оцинкованного железа с герметичными швами
 ПОССу 95 - 5 ПОССу 40-2 ПОССу 35-2 ПОССу 30-2 ПОССу 25-2 ПОССу 18-2 ПОССу 15-2 ПОССу 10-2 94-96 39-41 34-36 29-31 24-26 17-18 14-15 9-10 Сурьмянистые 4,0 - 5.0 1,1 - 2,0 Пайка в электропромышленности, пайка трубопроводов Лужение и пайка холодильных установок (припой широкого назначения) Пайка свинцовых труб, абразивная пайка Лужение и пайка в холодильном аппарат строении, абразивная пайка 1,52.0 Пайка в автомобильной пром:лленностн Продолжение табл 53
* Содержит 1,5-** Содержит 17- -2.0 % Си. 19 % Cd. Примечания. 1. Примеси, %.- не более: бессурьмянистые: ПОС 90: Sb > 0,05; Си 0.05; Bi 5=0.1! As > 0,02; Ni > 0.02:-S 50,02; Zn 0.002; AI > 0.002; Fe 0,02. ПОС 61, HOC 40, ПОС 10: Sb > 0,05; Cu>0,05; BiO.l: As > 0.03: Ni 0,02; Fe > 0.02; Zn > 0,002; AI > 0,002; S 0,02. ПОС 61.M. ПОСК 50-18: Sb 0.2; Cu 0,08; Bi > 0,1; As > 0,02; Ni > 0,02; Zn > 0,002; AI > 0,002; S > 0.02; Fe > 0,02; малосурьмянистые; Cu 0.08; Bi > 0,1; As 0,03; Fe 0;02; Ni > 0,02; S > > 0,02; Zn > 0.02; AI 0,002; сурьмянистые: CuiO.lO; Bi > 0.2; As 5= 0.05; Fe : 0,02; Ni 0,08; 5 5=0.02} Zn > 0,002; AI > 0,002. ПОССу 95-5: Cu > 0.08; BiO.l; As > 0,05; Fe > 0.02; Ni > 0,02; S 5= 0,02; Zn > 0.02; AI 5> 0,002; Pb > 0,07. 2. .Малосурьмянистые припои не рекомендуются для пайки цинковых и оцинкованных деталей. 54. Механические свойства оловянно-свинцовых припоев при разных температурах
1 2 3 4 5 6 7 8 9 10 11 12 13 [14] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||