
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 [22] 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 Взаимодействие водорода и окиси углерода с окислами металлов происходит по реакциям Мс,пО + 1-12 = - Ме + Н.О; - Me,On + СО = - Ме -V СОг- Термодинамический анализ этих реакций [1] показывает следующее: 1. С повышением температуры восстановительные свойства водорода по-вьинаются, а окиси углерода снижаются. До 810 °С более активным восстановителем является окись углерода, выше этой температуры - водород (рис. 1). -й1кал/моль -UZUfH/MOflb 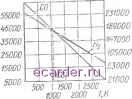 Рнс. 1. Зависимость стандартных изменений изобарного 1отенциа.па системы при горении окиси углерода и водорода 2. При температуре пайки эти газы восстанавливают окислы Ag, Cd, Со, Си, Ge, Fe, Mo. Ni. Sb, Sn и Pb, если перечисленные элементы находятся в свободном состоянии. В сплавах стойкость окисной пленки зависит от их химического состава, поэтому возможность папки в восстановительной атмосфере того или иного сплава следует решать в каждо-м конкретном случае отдельно. Однако практика паяния показывает, что в восстановительной атмосфере успешно можно паять лишь низкоуглеродистые и иногда легированные стали. В настоящее время наиболее часто применяют пайку медью при температуре 1120-1150 X. Для пайки при более низких температурах медно-цижовыми и другими припоями изделие и припой предварительно смачи-Бсют слабым растворо-м буры или другого флюса с последующей сушкой. Следы флюса на поверхностях изделия и припоя обеспечивают пайку при 900-950 °С даже легированных сталей и трудпопаяемых тяжелых сплавов. В обычной восстановительной атмосфере не удается спаять легкие металлы - алюминий, магний, титан - и сплавы на их основе. 3. На восстановительные свойства газов сильное влияние оказывают влага, примеси кислорода и двуокиси углерода, которые способствуют протеканию приведенных выше реакций в обратном направлении. Тщательная очистка водорода и окиси углерода от влаги, углекислого газа и кислорода значительно повышает активность газа. Для пайки широко используют азот-но-водородную смесь, которая дешевле водорода и в зависимости от концентрации последнего (менее 10-12 %) может быть совершенно взрывобезоп-асной. Для приготовления смеси применяют технический водород, к которому добавляют в необходимой пропорции технический азот. Азотно-водородную смесь можно получить также диссоциируя а.ммиак. В табл. 13 приведены основные сведения о восстановительных газах, используемых при пайке. Пайку в указанных газах производят преимущественно медью при температуре 1120-1150 С. Для пайки при более низкой температуре, как отмечалось выше, необходимо дополнительное флюсование паяемого изделия и припоя. Обычно это осуществляется окунание.\1 изделия перед пайкой в водный раствор флюса. Папка в этих газах легированных сталей и жаропрочных сплавов возможно только при условии тщательной очистки их от кислорода и влаги. Поскольку крупногабаритные промышленные установки изготавливают из огнеупорных материалов, адсорбирующих кислород и влагу из воздуха, получить чистую атмосферу в печи не всегда удается. В связи с этим в графе Назначение табл. 13 указана лишь принципиальная возможность пайки легированных сталей в промышленных восстановительных газах. Активированные газы. Флюсование палемых изделий из легированных ста- 13. Химический состав восстановительных газов и их примерное назначение
леи и трудпопаяемых сплавов не всегда дает положительные результаты. В одних случаях пайка может не произойти, в других - на поверхности изделия могут остаться следы флюса, которые или портят внешний вид изделия, или с течением времени, приводят к коррозии металла. Поэтому вместо применения растворов флюсов целесообразно в атмосферу печи ввести вещество, которое при температуре пайки переходит в газообразное состояние и активно взаимодействует с окислами металлов. Еще лучшие результаты дают газообразные вещества, вводимые в атмосферу печи в микродозах. Были исследованы активирующие свойства многих веществ, в том числе галогенов, галогеноводородов, галогенных соединений аммония и др. Однако практика показала, что хорошими активаторами газовых сред являются боргалоидные соединения типа ВГ [тре.хфтористый бор, треххлористый бор и трехброми-стый бор (табл. 14)]. С окислами боргалоидные соединения огут дать два вида реакции: с обра- зованием галогенида металла и окиси бора IMeO-n-f ВГз = И С образованием галогенида и трибор-Окиси галогена -i- ШгпРп + ВГз = 14. Физические свойства бор- и фосфоргалоидных соединений ОЛИ в общем случае обозначен бром галогенов - фтор, хлор илн
Эксперпмситалгно устаиовлепо [4], что трехфтористый бор реагирует со многими химически стойкими окислами и в атмосфере, содержащей DFg, удается спаять такие трудиопаяемые материалы, как коррозионно-стойкие стали и жаропрочные сплавы. Однако в связи с тем, что фториды являются довольно тугоплавкими веществами, успешная пайка в трехфтористом боре осуществляется при высоких температурах (1050-1150 X). Более желательным активатором га-зевой среды, чем трехфтористый бор является треххлористый бор, который образует легкоплавкие и летучие хлориды. Треххлористый бор, как показали термодинамические расчеты []. является более химически активным соединением по отношению к окислам, чем трехфтористый бор. Только окислы бериллия, молибдена (MoOg), ниобия п вольфрама не реагируют с грех-хлористым бором как при низких, так и при высоких температурах. Однако не все металлы, с окислами которых реагирует треххлористый бор, удается спаять в атмосфере, содержащей это соединение(например, сплавы магния, поскольку те-мпература плавления хлористого магния выше температуры пайки и даже плавления магния). Одна из причин, вследствие которых пайка в треххлористсм боре не происходит, - образование в ряде случаев так называемого сажистого бора по реакции .Ve - БС1, = Л\еГ1л 4- В, препятствиощего контакту жидкого припоя с основным .металлом. Эта реакция характерна для магния, титана, алюминия и некоторых других металлов. По этой прпч ше, по-види-.мому, нельзя спаять в треххлористам бсре алюмшшй, хотя его хлорид А1СЦ пря текперат} ре 182 С уже является газообразным веществом. Одним из перспективных активаторов газовых сред является трсхбромистыи бор, так как температура плавления и кипения бромидов, как правило, ниже, чем соответствующие тедшера-турь! хлоридов. С окисла.ми трехбро-мистын бор взаимодействует согласно приведенным выше реакциям. С термодинамической точки зрения [1] трехбрсмистый бор является более активным соединен-нем, чем треххлористый бор: он реагирует почти со всеми окисла.ми, кроме окиси бери.;-лня. Тем не менее в атмосфере трех-бромистого бора нельзя спая1ь так1:с металлы, как магний и алюминий вследствие образования твердых продуктов реакции. Таким образом, боргалоидяые соеди-исиия дают положительный эффект при пайке легированных сталей, жаропрочных сплавов и многих других металлов, кроме легких, таких, как А1, Mg и Ti. При этом трехфтористый бор обеспечивает пайку тугоплавкими припоями, а треххлористый бор - тугоплавкими и среднеплавкилш. Трсхбромистый бор может быть использован как для высокотемпературигп пайки, так и для низкотемпературной. Газами-носителями активных компонентов могут быть азот, аргси. а также восстановительные атмосферы, о которых говорилось выше. Концентрация активаторов (объемные дол!!) Б зависимости от их природы меняется в широких пределах: от 1-3 % до 0,01-0,001 %. Среди активаторов газовых сред особое место занимает треххлористьп ! фосфор РС1з, взаиАЮдействуюший с окислами по реакции ~ Ме,пО РС1, = с образованием триокисп фосфора, представляюш.ей собой жидкость с температурой кипения 75,5 °С и хлорид являющихся при температуре nai... i часто жидкими или газсобразнь;: веществами. Термодинамический анализ з-реакции показывает [П, что в атл -сфере, содержащей треххлерист!/i фосфор, возможна пайка алюминия, поскольку при температуре выше 1S2C все продукты взаимодекствмя окиси алюминия .AljOg с треххлоркстым фосфором находятся в газосбразн1 состоянии. Не годится треххлористый фосфор пайки магния, так как в его атмо-gpe окись магния так же, как в трех-слористом боре, образует хлористый загний, имеющий температуру плавле-иия 714 °С, т. е. выше, чем температура Плавления самого магния. С термодинамической точки зрения возможна пайка треххлористом фосфоре и титане. В процессе нагревания металлов атмосфере треххлористого фосфора ложет вы.делиться свободный фосфор реакции 3 Me f ГС1з = -- MeCIft -Ь Р. Растеканию припоя выделившийся фосфор не препятствует, поскольку при температуре пайки он находится в газообразном состоянии и уносится с потоком газов. Наиболее важное значение имеет взаимодействие выделившегося фосфора с железом. Конечным продуктом такого взаимодействия должно быть соединение FcgP, образование которого возможно при реакции 3Fe + -f PCI3 = FcgP -4- 1,5C12. Изменение изобарного потенциала этой реакции при температуре 727 °С равно +43500 Дж/моль, т. е. атмосфера треххлористого фосфора должна быть достаточно инертной по отношению к железу. На другие металлы при пайке треххлористый фосфор также не должен влиять, особенно при малой его концентрации в атмосфере и при непродол- жительном нагревании, напргшер в процессе пайки. Меняя концентрацию треххлористого фосфора можно установить оптимальные условия для пайки, когда поверхность металла практически не содержит ни окислов, ни хлоридов, а сама атмосфера не оказывает вредного влияния на паяемый металл. Вопрос этот должен быть решен экспериментально для каждого конкретного изделия. Рекомендуемая концентрация 0,1-0,001 % РС1з по объему. Термодина.мические расчеты и экспериментальные исследования также показывают, что при взаи.модействии PCI3 с На и Н2О не образуется ядовитого вещества РН3 [Ij. Список литературы 1. Есенбсрчпнн р. е. Пайка и тер.мн-ческая обработка деталей в газовой среде и вакууме. Л.: Машиностроение, 1972. 192 с. 2. Справочник по пайке/Под ред. С. Н. Лоцманова, И. е. Петрунина. М.: Машиностроение, 1975. 407 с. 3. Лашко Н. Ф., Лашко С. В. Пайка металлов. М.: Машиностроение, 1977. 328 с. 4. Петрунин И. е., Лоц.манов с. И., Николаев Г. А. Пайка металлов. М.: Металлургия, 1972. 279 с. 5. Петрунин И. е. Физико-химические процессы при пайке. м.: Высшая школа. 1973. 254 с. 6. Уикс к. е., Блок б. е. Термодинамические свойства 65 элементов, их окислов, галогенидов. карбидов и нитридов. М.: Металлургия, 1965. 240 с. 7. Хряпин В. е. Справочник паяльщика. М.: Машиностроение, 1981 34S с. ГЛАВА 5 ПАЯЛЬНОЕ ОБОРУДОВАНME Печи Пайка в печах наиболее полно воплощает в себе технологические возможности и особенности процесса, обеспечивает стабильность качества соединений, позволяет максимально механизировать и автоматизировать изготовление паяных изделий; за счет групповой обработки может быть весьма экономичной. По методу нагрева печное оборудование разделяют на электропечи сопротивления, индукционные печи и установки, которые, в свою очередь, можно разделить на печи с контролируемой средой и вакуумные. Тепловые процессы при пайке в печах. Процессы пайки сопровождаются переносом энергии в форме теплоты, при этом происходит обмен внутренней энергии между отдельными элементами, а также между областями окружающей среды. Большинство про.мышленных печей для панки - высокотемпературные, в них большую роль играет передача теплоты паяемым изделиям конвекцией и излучением. Теплообмен зависит от температуры процесса, геометрии рассматриваемой системы и теплофизиче-ских характеристик участвующих в теплооб.мене тел. При расчетах теплоотдачу (конвективный теплообмен) в печах определяют по закону Ньютона-Рихмана: Q = а (Ti - Т2) S, где Ti и Т2 - температура соответственно поверхности тела и окружающей среды, С; S - нагреваемая площадь, м; а - коэффициент теплоотдачи, Вт/(м2.°С). При расчетах лучистого теплообмена следует учитывать интенсивность спектрального излучения <Nceporo тела, которая при всех значениях длины волны в одно и то же число раз меньше интенсивности спектрального излучения абсолютно черного тела, находящегося при той же температуре. Поэтому законы излучения абсолютно черного тела используют для серых тел в следующем виде: где У/, - интенсивность спектрального излучения серого тела, Вт/м; Е - интенсивность интегрального излучения или излучательная способность серого тела, Вт/м; е, t; - соответственно спектральная н интегральная степень черноты; Cj - первая постоянная излучения, равная 0,374- 10°Вт-м-: Со-вторая постоянная излучения, равная 1,4388-10 2 ,.о(. д д 1,а волны, м; Т - абсолютная температура, °С; Со - коэффициент излучения абсолютно черного тела, расный 5,7 Вт/(м2-°С); с = есо - коэффициент излучения серого тела. Степень черноты реальных тел зависит в основном от состояния их поверхности и температуры. Условия теплопередачи определяют режимы пайки, которые, в свою очередь, существенно влияют на производительность процесса и качество изделии. Например, в конвейерных электропечах вследствие различного расположения изделий относительно нагревателей и взаи.много затенения возникает перепад те.мпе-ратур между отдельными изделиями. В этом случае необходимо решать задачу о размещении изделий на конвейере. Оптимальный вариант решения поставленной задачи определяется зависимостью времени нагрева от характера загрузки, в частности, от массы изделий, приходящейся на единицу длины конвейера печи Лп/. Возможны несколько видов такой зависимости при последовательном изменении числа изделий в рабочем пространстве печи. Если паяемые изделия располагают таким образом, что они не оказывают влияния друг на друга, и при изменении их числа условия нагрева остаются одинаковыми, то время нагрева не зависит от d/ni (рис. I, тип загрузок /). Если при размещении изделий они начинают затенять друг друга, уменьшая те.м самым тепловой поток, воспринимаемый поверхностью загрузки (тип ), то время нагрева возрастает с увеличением dtni, но не пропорционально dml. Это следует из формулы для расчета времени нагрева где m - масса загрузки; S - поверхность, воспринимающая тепловой поток; V - коэффициент, зависящий от (Температуры печи и температурного диапазона нагрева изделий; - приведенный коэффициент излучения. Отсюда видно, что отношение m/S определяет время нагрева, так как теплоемкость и коэффициент v остаются неизменными, а Сц меняется незначительно. Если при изменении числа изделий [их тепловоспринимающая поверхность практически остается неизменной рис. 1, тип /), то время нагрева зеличивается прямо пропорциональ-io массе изделий. При достаточно высокой плотности деталей (рис. 1, tmu IV) загрузка по своему характеру 1риближается к загрузке одного мас-1ВНОГО тела и время нагрева увели-№вается быстрее, чем dra/. Таким об-рзом, при пайке изделий в конвейерах печах и последовательном уве-ячении массы загрузки зависимость времени нагрева до заданной темпе-атуры от dml можно представить виде графика (рис. 2, а). На рис. 2, б йоказан характер изменения произ-эднтельности печи. При увеличении lU; производительность рассчитывают эрмуле dniiL in + * Рис. 1. Типы загрузок паяемых изделий в электропечах непрерывного действия где L - длина печи; / . в - соответственно время нагрева и выдержки. При определенных условиях имеет место оптимальное, т. е. соответствующее максимуму производительности, размещение изделий в печи. Оптимум находится при значениях d/n/, соответствующих HI и IV типам загрузки. При этом с увеличением времени выдержки /в оптимальное значение dmi возрастает. При <С максимум производительности приходится на минимальную для IV типа загрузки dm/; при /в - на максимально допустимую dmi. В про.межуточных случаях определяют значение dm/, соответствующее максимальной производительности, по специальной методике [8]. Определение максимальной производительности пайки при оптимальном размещении изделий по указанной методике может быть осуществлено и Б случаях нагрева в печах периодического действия. Электропечи с контролируемыми средами. Печи с контролируемыми средами оснащены устройствами для транспортирования паяемых изделий, а в некоторых случаях и установками для приготовления газовых смесей. В массовом производстве целесооб-  I \ Е  Рис. 2. Зависимость времени нагрева паяемых изделий (й) и производительности печи (&) от различных типов загрузки: 1 ~ < Г, 2 - г и Л соизмеримы; 3 - в t, 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 [22] 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||