
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 [26] 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 . со - о :2 5 а I- - - X I 2 - со о = S - m л а. а. галоидные и гелиевые течеискатели различных конструкций. В случаях, когда контролируемые объекты не допускают применения гелия, используют аргоновый течеискатель. Для обнаружения мест течей в ва-куумных электропечах применяют галоидный течеискатель, принцип действия которого основан на свойстве раскаленной платины эмнттировать по- низмами загрузки и разгрузки, моечными машинами и позволяет легко изменять режим процесса применительно к мелкосерийному производству. В комплект оборудования входят камерные механизированные электропечи серии СНЦ и агрегаты СНЦА универсального назначения (табл. 26). Для последовательного проведения операций пайки в вакууме и термооб- Техкические данные аргонового течеискатели Давление в камере масс-спектрометра, Па ..... Статическая чувствительность течеискателя, л-Па. . Обнаруживаемые утечки (натекание), л-Па/с: методом щупа ............ методом вакуумнрования ............ Условия эксплуатации: атмосферное давление, Л\Па .......... относительная влажность воздуха, при 20С, % температура окружающей среды, °С...... Контрольный газ ................ 6.7. 6.7 1.3 10* 10-8 10- 10-2 96-104 До 80 10-35 Аргон  ложительные ионы и резко увеличивать эмиссию в присутствии галоидов. Течеискатель типа ГТИ-З состоит из измерительного блока и выносного щупа, в котором смонтированы датчик, вентилятор и телефонный зу?,1мер. Вакууммнын атмосферный галоидный течеискатель типа ВАГТИ-4 в отличие от ГТИ-З имеет дополнительный датчик для подсоединения к линии предварительного разрежения. Действие гелиевых течеискателей типа ПТИ основано на выделении гелия из смеси всасываемых в течеискатель газов путем их ионизации, ускорения ионов электрическим полем и разделения их в магнитном поле по массе. Отклонение стрелки прибора и звуковая сигнализация свидетельствуют о наличии течи. Течеискатель ПТИ-10 позволяет обнаруживать натекание около 10-12 м-Па/с: Специализированные печи для пайки. Наряду с описанными выше печами ДЛЯ снижения материальных и трудовых затрат используют высокопроизводительное паяльное оборудование. Так, при массовом изготовлении режущего инструмента при.меняют комплект печного оборудования и агрегатов для механизированной пайки и термообработки в контролируемой среде, предупреждающей обезуглероживание и окисление поверхностен. Указанное оборудование оснащено меха- работки (закалка в масле или ускоренное охлаждение в контролируемой среде) за один цикл служит элеватор-пая электропечь СЭВ-3.3/11,5 ФМ2. Технические данные элеваторной электропечи СЭВ-3.3/11; 5ФМ2 Установленная мощность печи, включая вспомогательное оборудование. кВт....... 34 Напряжение, В: питающей сети , . . 380 на нагревателях .... 132 Рабочая температура, С . . 1150 Остаточное давление. Па . . 1.3- \{Г* Масса загрузки изделий, т . . 0.05 Расход охлаждающей воды. м7ч ........... 1.5 Размеры рабочего пространства, мм . . ..... 300X300 Габаритные раз.меры. м.м . . . 2800X Х3800Х Х3060 Масса электропечи, т .... 4.5 26. Агрегаты и электропечи для пайки и термообработки в контролируемой среде
* в состав агрегата входят печи СНЦ-5.10.5/10 и МКП-5.10.5/1. Для панки изделий применяют также индукционные муфельные электропечи, обеспечивающие быстрый разогрев муфеля токами промышленной частоты до рабочей температуры. Конструктивно они выполнены в виде камерных электропечей, либо проходными. При необходимости производить вертикальную загрузку крупногабаритных узлов применяют индукционные установки промышленной частоты с вертикальным расположением муфеля. Такие установки представляют собой индукционные электропечи эле ваторного гнпа с загрузкой изделий снизу с выдвижной тележкой для пода, который поднимается гилраг5лнческим подъемником. Применение индукционных муфельных электропечей промышленной частоты позволяет производить пайку изделий в вакууме, контролируемой среде и на воздухе с использованием флюсов. Сборудование для индукционной пайки Для индукционной пайки исполь-гуют высокочастотные генераторы, а также установки повышенной и промышленной частот. В комплекс оборудования входят источники питания, индукторы и устройства, необходимые для ручной, механизированной либо автоматизированной фиксации и транспортирования паяемых изделий. Тепловые процессы при индукционном нагреве. Ишенсинность индукционного нагрева зависит ие только от электрических данных (частоты тока, напряженности поля, эффекта близости и др.), но и от физико-химических свойств материалов. Скорость нагрева немагнитных материалов в значительной мере определяется их удельной заектропроводностью о. При нагреве ферромагнитных материалов значительную роль играет их магнитная проницаемость fx. Если процесс нагрева носит особый характер и трансформация электрической энергии в тепловую происходит внутри самого изделия, то глубинный прогрев токами высокой частоты подчиняется обычным законам теплопроводности. Удельная электропроводность материала связана с внутренней теплопроводностью л соотношением Я/о = аТ, где а = Зк-1е- - постоянная Видема. на-Франса; k - постоянная Больпу на; Т - абсолютная температура; е - заряд электрона. Это уравнение справедливо в пределах температур панки. В свою оче. редь, X связана с температуропроводностью а и теплоемкостью с следующим соотношением; а = л/(су), где 7 - плотность нагреваемого материала; 1-= 0,034-0,15 (для сталей). Распределение температур в нагре том теле тесно связано с параметрами о, у, а, с и Я. Если цилиндрическое тело радн-усом г поместить в индуктор и нагреть его при установившемся режиме, то распределение температур по его сечению можно выразить фун;;-цией где Тг - температура в центре сече-ння, т. е. на расстоянии г от поверхности тела; - температура на поверхности тела; X - внешняя теплопроводность; S - площадь боковой поверхности нагретого тела. Указанное распределение температур при нагреве ТВЧ массивных изделий под пайку особенно важно, так как от перепада температур зависит качество панки. При этом необходимо иметь в виду, чго в случае неустановившихся тепловых процессов распределение температур внутри нз.те-лия спрстеляется более сложными р--четами; dT dt су dx- где X - направление, по которому происходит изменение температуры Т во времени /. Поэтому при ступенчатом нагреве массивных изделий пользуются экспернментальнь№ги данны.мн зависимости распределения температур во времени. При пайке толстостенных изделий иногда требуется нагрев [-только на определенную глубину. Поэтому в результате изучения элсктро-,1агнитных и тепловых явлений определены критерии для выбора частоты по заданной глубине нагрева Xk. 2500 Верхний предел означает, что глубина прогретого до сверх критической лпературы слоя должна быть меньше [ глубины проникновения тока в fib, нагретую выше точки магнит-ix превращений. Нижний предел определяется ростом мощности и потерь в индукторе до значений, при которых эксплуатация индуктора затруднена. этом диапазоне может быть выделена оптимальная частота тока, обеспечивающая наивысший КПД процесса и коэффициент мощности индуктора: Х, (OA-0,5) А,; 600/х. Такой выбор частоты тока обеспечивает наиболее равномерное распределение энергии в нагреваемом теле, малый перепад температур при ми-янмальном времени нагрева и незначительные тепловые потери на на-трев сердцевины тела, т. е. высокий термический КПД (tjt). Важно отметить, что, если напряже-wre источника питания поддерживается постоянным, при соблюдении указанных условий выбора частоты тока, мсицность источника в течение времени нагрева остается почти постоянной, что позволяет наиболее полно использовать источник питания, а следовательно, повышает энергетический воказатель установки. Для пайки изделий из труб большого диаметра с различной толщиной етенок наиболее целесообразно ис-ямьэовать частоту тока 50 Гц. Оптимальное соотношение толщины стенки диаметра труб при индукционном яагреве показано на рис. 9, из которого ядно, что на промышленной частоте Лка можно успешно проводить пайку труб диаметром 400 мм, ес.та толщина еяки не менее 20 мм, и диаметром ?w мм, если толщина стенкн не менее мм. d,MM
400 600 л, мм Рис. 9. Зона оптимальных соотношений толщины стенки d и диаметра трубы D при индукционном нагреве с частотой 50 Гц Более распространены случаи, когда в процессе пайки необходимо получить заданное распределение температур по сечению нагреваемого тела. В частности, это важно при выборе условия нагрева изделий прямоугольной формы. На рис. 10 приведены кривые Fo=/\g, Dl(Ak, т]т)], где Fo = = axlD - критерий Фурье или безразмерное время нагрева изделий толщиной D; g-отношение сторон изделия прямоугольной формы; Ду- глубина проникновения тока; т]т - термический КПД. Эти кривые позволяют выбирать частоту тока такой, чтобы к заданному моменту времени распределение температур по периметру изделия было равномерным для 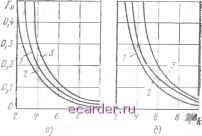 Рис. 10. KpHBjje Bbfoopa частоты тоха для равномерного нагрева изделия прлк.*-угольной формы при индукционном нагреве (кривые 1,2, 3 - отношение стор в изделия fr, соответственно равное б, S, 43 q - -Пт = 1 6 - T).j, = 0,9 случая адиабатического нагрева (g - --0) н прн Лт = 0,9 (г/ 0,1Яо) Пт --р Термический КПД i1t представляет собой отношение разности удельной поверхностной мощности и плотности мощности тепловых потерь к удельной поверхностной мощности. Зависимость глубины прогрева изделия при индукционной пайке от времени нагрева при правильно выбранном режиме генератора приведена на рис. 11.  2 4 б fl да t,c Рис. II. Зависимость глубины прогрева изделия от времени нагрева Установки для индукционной пайки с ламповыми преобразователями. Ламповые генераторы преобразуют электрический ток промышленной частоты в ток высокой частоты, поступающий в индуктор, в котором нагревают паяемые изделия. Индукционную пайку выполняют с использованием высокочастотных генераторов и установок, предназначенных специально для пайки, а также - для закалки. Генераторы мощностью 4 кВт следует исполь -зовать для единичной высокотемпературной пайки небольших изделий и для групповой низкотемпературной пайки. На генераторах мощностью 10 кВт паяют металлорежущий и буровой инстру.мент с поперечным сечением в зоне пайки до 5,0 см, а также тонкостенные ферромагнитные изделия. Установки мощностью 25-60 кВт частотой 440 кГц npHMfijifljQi при единичной, групповой и механизированной пайке преимущественно тонкостенных изделий. Установки частотой 66 кГц более универсальны, и их широко применяют для пайки самых разнообразных изделий. Наибольшее распространение полу. ЧИ.ДИ установки мощностью 60 кВт. Генераторы мощностью 100-160 кВт применяют при высокотемпературной пайке крупногабаритных изделий с наружным диа.метром 140-200 м.м. Эти же генераторы используют при механизированной пайке, когда необходим запас мощности для создания интен сивного магнитного поля в зоне пайкн при движении нагреваемых изделий через относительно длинные проходные индукторы. Генераторы мощностью 4 и 10 кВт выполнены в одном блоке; генераторы мощностью 25 кВт и выше состоят из нескольких блоков. Блок нагрузочного контура, к которому непосредственно подключается индуктор, мо-жет быть отнесен от остальных блоков на расстояние до 15 м, что упрощает планировку рабочих помещений и позволяет экономить производственные площади (табл. 27). При выборе генератора следует учитывать номенклатуру паяемых изделий, так как применение генераторов повышенной мощности приводит к перерасходу электроэнергии и охлаждающей воды. В выборе мощности следует руководствоваться тем, что прн максимальной мощности и правильной настройке генератора процессы нагрева изделий из ферромагнитных металлов протекают удовлетворительно, если на 1 см нагреваемой поверхности приходится 1 кВт мощности тока высокой частоты, обозначенной в паспорте генератора. Поэтому для пайки изделий, максимальное из которых имеет суммарную площадь поверхности в зоне пайки 20 см-, следует применять установку ВЧИ-25/0,44 (табл. 28). При правильном выборе конструкции индуктора и опти.маль-ных режимах на этой установке .можно производить пайку цилиндрических изделий диаметром до 60 мм (по высоте, равной диаметру) [7]. В генераторах с ламповыми преобразователями, рекомендуемых для пайки изделий, высоковольтные выпрямители выполнены на полупроводниковых вентилях, обеспечивающих долговечность, компактность и независимость эксплуатации от температурных условий. Тиристорное управление выпрямлен- 1ным напряжением обеспечивает плав-I ность и высокую степень стабилизации троцесса. Точность стабилизации на-[пряжения +0,1 % для генератора 1ЧГ1-25/0,44, для остальных ±0,5 %. 1верн снабжены электромеханически-ли блокировками, что обеспечивает зопасность обслуживания. Генера-эры оснащены зашитой от радиопомех и электромагнитных излучений, обеспечивающей соблюдение норм по радиопомехам и санитарных. В промышленности при.меняют индукционные полуавтоматические установки с использованием ламповых преобразователей. В частности, на базе генератора ЛЗ-13 изготовлен полуав- томат ВЧИ5-10/0,44, который исполь. зуют в массовом производстве изделий, паянных низкотемпературными при-поями. Для массового выпуска паяных кон. денсаторов используют полуавтомат, обеспечивающий флюсование поверхностей панки, автоматический цикл процесса и выгрузку изделий. Весь технологический процесс расчленен на две последовательно выполняемые операции пайки на полуавто.матах ВЧИ1-10/0,44 и ВЧИЗ-10 0,44 (табл. 29). При изготовлении аккумуляторов проволочные токовводы аккумуляторных пластин припаивают к внешним 27. Генераторы с ламповым преобразователем для пайки изделий Технические данные Мощность. кВт Частота тока рабочая, МГц Мощность, потребляемая от сети, кВт КПД, % Коэффициент мощности Предел регулирования анодного напряжения, кВ Точность стабилизации анодного напряжения при колебании питающей сети ±5 %, % Расход охлаждающей воды, мч Размер установки в плане, Масса, т
28. Установки высокочастотные типа ВЧИ 
П/р и. Е. Петрунина 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 [26] 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |