
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [27] 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 2<>. Полуавтоматы для индукционной пайки конденсаторов
стержням на полуаптомате СП-1 с ламповым 1енератором ЛЗ-13 [12]. Технпчеслне данные полуавтомата ВЧИ5-10/0,44 Мощность, кВт...... Ю Частота тока, МГц ..... 0.44 Температура пайки, С ... 160 Напряжение, В: питающей сети ..... 220 и а и1гдукторе...... 140/165 Расход, мч: охлаждающей во.ы при давлении 0.2-0.4 МПа 2 сжатого воздуха ирн давлении 0.2-0.4 МПа . . 0.08 Производительность, число наек в час ..... 40 Габаритные размеры, мм . . /50х Х500Х X 1 100 Масса, т ........ 0.2 Технические дг.кные полуавтомата СП-1 Мощность, кВт ...... Частота тока. МГи . . . . . Температура пайки. ~С . . . Напряжение питающей сети. В Расход, ч: охлгждающей воды при давлении 0,2-0,25 МПа сжатого воздуха при давлении 0.2-0,24 МПа Производительность, число паек в час ........ Габаритные размеры, мм . . . Масса, т И) 0,44 235 220 0,06 12. 600Х X 800 X Х900 1.5 Установки с машинными преобразователями частоты. Л\ашинный генератор обеспечивает токи частотой 2- 15 кГц и состоит из электродвигателя трехфазного тока и соединенного с ним генератора. Параллельно с электро- двигателем включается электродвигатель возбудителя, регулируемого реостатом. Колебательный контур подключен к генератору и представляет собой конденсаторную батарею, соединенную параллельно с первичной обмоткой трансфор.матора ТВЧ. Вторичная обмотка этого трансформатора, понижающего напряжение, соединена с индуктором. Технические данные индукционных установок с машинными генераторами, применяемых для пайки изделий, приведены в табл. 30. Установки состоят из нагревательного блока, шкафов управления (кон-такторного и пускового), блока охлаждения и преобразователя ВПЧ-100, ВПЧ-100-8000. служащих источником энергии повышенной частоты. Двигатели преобразователей питаются от сети напряжением 220/380 В, частотой тока 50 Гц. Специальные индукиионные установки для пайки. К специальному оборудованию относят установки, обеспечивающие кроме теплового режима пайки заданное давление на соединяемые поверхности. Технические данные установки У-184.М Температура нагрева изделия, С ......... 120С Рабочий вакуум. Па .... Ю Объем камеры, ...... 0,33 Время вакуумирования. мин 10 Диаметр соединяемых изделий, мм ........ 100--4 00 Производительность. число паек в смену....... 1- Габаритные размеры, мм . . , 2000 X IЗГ X 2li-U Масса, т .......... Технические данные установки У-268 Высокочастотный генератор ПВС-100-2500: мощность, кВ-А .... 100 частота тока, Гц .... 2500 Рабочий вакуум. Па 1.3-10- . Диаметр трубных заготовок, мм. наружный....... 80-120 внутренний....... 55-7 о Производительность, число паек в смену....... 11 Габаритные размеры (без генератора), мм........ 2300 X Х32С0Х X 2000 Масса, т .......... 2. > Технические данные станка для пайки трубопроводов 60 70 1050 До 140 Приведенные выше установки для iиндукционной панки типа У разра-[ботаны ИЭС им, Е. О. Патона. Характеристики некоторых установок для пайки ТВЧ под давлением приведены в табл. 31. На базе выпускаегных высокочастотных генераторов компонуют специали-, зированиые установки для механизированной и автоматизированной вы-►сокотемнературной пайки изделий. Мощность. кВт....... Частота тока, кГц ..... Температура пайки, °С ... Напряжение иа индукторе, В Расход охлаждающей воды при д.влении 0.2-0.25 МПа. мч 4 Проичводнтельпость, число паек в час........ До 4 00 Габаритные размеры, мм . . . 1300Х Х400Х X 1800 Масса, т .......... 0,35 В производстве паяных изделий эффективны установки KapycCvTbHoro типа с автонолшым вакуумированием каждой позиции в отдельности. Так, например, полуавтоматическую установку ПС-1 используют для индукционной вакуумной пайки электродов к корпусам свечей зажигания двигателей внутреннего сгорания. Технические данные полуавтомата ПС-1 Мощность лампового генератора. кВт ......... Напряжение питающей сети, В Температура пайки. С . . , Вакуум. Па ........ Габаритные размеры, мм . . . Масса, т ........ 60 380 1150 0.13 1000X940 0.7 30. Установки с машинны.ми генераторами для пайки
Потребляемая мощность, кВ-А ►Мощность, кВт 1бочая частота тока. Гц Чапряжение. В: высокочастотной сети I максимальное на индукторе Рчсход охлаждающей воды при квивлении 0.2-0.3 МПа, л/мин } й-акснмальная поверхность на-\ f рева, см* -Габаритные размеры, мм Лacca, т 6* 250 2400 3225Х 1800Х X 2300 4.0 250 10 ООО 3 225X1 800X X 2 ООО 4.0 280 200 8000 80Э 246 170 7000Х2400Х Х2000 7.0 I ? О о со Н 3- ° X fa cm s: 1 I I 1 ci 10 - cm o I I c-co ><x cm - co Д 7 1 1 X-P X I I о I о
о 1 cd о S2
I I g =2 Sc. -
Другая установка карусельного типа применяется для автоматизированной пайки в сре,ае водорода. В комплект установки ЛМ-4199 входят станок типа А322.05 для панки, генератор ТВЧ типа А624.01 и устройство для пайки в среде во.дорода [2]. Технические данные установки Л?Л-419!) Давление защитного газа, МПа: водООда....... 0,5 азота.......... 0,5 Расход охлаждающей воды, л/мни...... ... 0,3 Число рабочих камер .... 8 Габаритные размеры, мм . , . 1665Х Х 970Х Х620 Для пайки бурового инструмента используют полуавтоматическую установку непрерывного действия ИТ1-1008, в которой совмещены процессы пайки и термической обработки в восстановительной среде эндогаза. Техг;ичсские данные полуавтомата ИТ1-100/8 Мощность, кВт....... 100 Частота тока, кГц...... 8 Температура, С: пайки ..... 1С00- 1200 термической обработки . . 300 Напряжение, В: генератора...... 375 питающей сети ..... 220 Расход, м7ч: охлаждающей воды при давлении 0,2-0.4 МПа 8,5 сжатого воздуха при давлении 0,2-0,4 МПа . . Производительность, число паек в час ........ Производительность газогенераторной установки ЭК-8-0-М2, мч..... Габаритные размеры, мм , . . Масса, т ...... 0,5 64 15-30 4000Х Х 3240 3,0 При вертикальной загрузке изделий применяют специализированные индукционные установки промышленной частоты с вертикальным расположением муфеля, которые представляют собой индукционные электропечи с загрузкой изделий снизу и с выдвижной тележкой для пода, поднимаемого гидравлическим приводом. Регулирование режимов процесса авто.матическое. Применение индукционных муфельных установок про-мышленной частоты позволяет паять изделия из .металлических и неметаллических материалов в различных контейнерах, в вакууме, контролируемой среде, а также на воздухе с использованием флюсов (табл. 32). Муфельные индукционные установки используют для пайки до рабочей температуры 1250°С. Прн отработке режимов пайки на этих установках необходимо определять допустимые удельные мощности (рис. 12) [15]. Выбор параметров индукционных установок. Кривые для определения 32. Муфельные индукционные установки для па 1ки
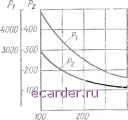 2000 1000 Рис. 12. Запчсимость допустимой удсп-,-ной поверхностной мощности (к Вт.-м-) от диаметра нагреваемых изделий при индукционном нагреве токами промышленной частоты: р, - для сталей аустенитиого класса; Р - для сталей ферритного класса МОЩНОСТИ генератора при сквозном нагреве различных материалов исходя из требуемых производительности и температуры, приведены на рис. 13. Значения основных параметров высокочастотных установок, например значения номинальных мощностей 0,16; 0,25; 0,40; 0,63; 1,0 кВт и далее, получаемые умножением этих величии на 10, 100 н 1000, установлены нормами [10]. Рабочие частоты тока установок также регла.ментированы. При выбранной рабочей частоте для пайки легко определить оптимальные режимы работы установки по кривым, приведенным на рис. 14. После определе- 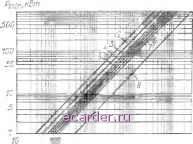 Рис. 13. Зависимость минимальной мощности генератора Р при сквозном индукционном нагреве от производительности О и температуры нагрева, °С: I - алюминий; 2 - графит; 3 - медь; 4 - сталь (при высокотемпературной пайке); 5 - сталь (при ииакотемпера-турной пайке); 6 - латунь и серебро; 7 - бронза; 8 - свинец ния требуемой минимальной мощности генератора следует принять ближайшее большее значение по стандартной шкале мощностей. Значения КПД генератора установлены в зависимости от рабочей частоты: Рабочая частота тока, МГц 1 1 - 30 30 КПД ... . . 0,65 0,60 0,5 Установленные нормами рабочие частоты тока установок, и допустимые пределы их отклонения приведены в табл. 33. Применение для высоко- астотных установок других частот без специального разрешения Министерства связи СССР запрещено. Кривые, приведенные на рис. 14, построены для оптимального режима работы установки при правильно вы- 33. Рабочие частоты тока установок и их допустимые отклонения
Рпй,ъ<Вт  100ah,CM-MM/c Рис. 14. Зависимость минимальной колебательной мощности генератора Я , при пайке тонкостенных изделий и местном нагреве от глубины нагрева h и пронзводите.чьности С: / - одновременный нагрев всей поверхности; 2 - непрерывно-последовательный нагрев Рис. 15. Зависимость колебательной мощности генератора на 1 см- сечения шва от вре.мени пайки (/ - медь; 2 - латунь и брснза; 3 - стали и немагнитные сплавы): й-при низкотемпературной; 6 - при высокотемпературной Р/з.кВт/см 0.90 0.60 0.30
3,0 2.Ч- W 60 80 CI)
20 W 60 SO с 6) бранной частоте тока для случая пайки изделий внутри соленоидного индук-.тора с относительно небольшими зазорами между индуктором и изделием. Выбор минимальной мощности генератора для пайки тонкостенных изделий с местным нагревом осуществляют по кривым, приведенным на рис. 14, а зависи.мость времени нагрева от глубины прогрева определяют по рекомендуемому диапазону (см. рис. 11). Источник питания необходимо выбирать с учетом мощности генератора в зависимости от температуры пайки и свойств паяемых материалов. На рис. 15 приведены кривые для определения .мощности генератора при низко- и высокотемпературной пайке различных .материалов. Если требуется спаять два юделия одинаковых или разных сечений из различных металлов, то вычисляют мощность для поперечного сечения каждой детали (по соответствующей кривой), а полученные результаты суммируют. При этом считают, что площадь поперечного сечения должна быть перпендикулярна к направлению утечки теплоты от шва. При сквозном нагреве изделия снижение частоты тока увеличивает глубину его проникновения и тем самым уменьшает время, необходимое для равномерного нагрева изделия и повышает термический КПД. Уменьшение частоты ниже определенного значения может привести к резкому падению эффективности передачи энергии от индуктора в изделие (снижение электрическою КПД индуктора). Поэтому при индукционном сквозном нагреве паяемых изделиГ! существуют оптимальные значения частот тока (рис. 16). Индукторы. Индуктор состоит из индуктирующего провода, создающего 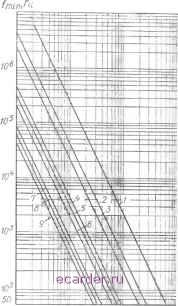 / 10 100 d,MM Рис. 16. Зависимость минимальной частоты тока /jjij при индукционном сквозном нагреве, а также при поверхностном нагреве от диаметра (толщины) детали d, если глубина нагреваемого слоя составляет не менее 10 / d: 1 - графит; 2 - сталь горячая (900- 1100 °С); 3 - сталь немагнитная; 4 - латунь горячая; 5 - алюминий гооячий (600 °С); 6 -латунь холодная; 7 - алюминий холодный; 8 - медь; 9 - серебро 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [27] 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||