
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 [28] 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 магнитное поле, необходимое для индуктирования тока в нагреваемые изделия, токоподводящих шин, контакт-ш1х колодок для соединения индуктора с выводами понижающего трансфор-л;атора, устройства для подачи воды, охлаждающей индуктор и поверхность запаянного изделия (при необходимости). Основная часть индуктора - индуктирующий провод, форма и конструкция которого опреде;1яются конфигурацией и массой паяемого изделия. По способу пайки индукторы делятся на два основных тина: для одновременного и для ненрерыБНО-ноступа-тельного нагрева. Характерными размерами нндуктора являются ширина нндукгирующего провода /г, его толщина bi и зазор между рабочей поверхностью и нагреваемой поверхностью. При одновременном нагреве требуемая ширина индуктирующего провода определяется шириной нагреваемого 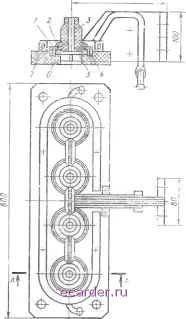 Рис. 17. Индуктор для одновременной пайки четырех издепий изделия. Если нагревается участок поверхности, то ширина индуктора на 10-20% берется больше ширины нагреваемого участка изделия. Если нагревается вся поверхность изделия, то ширина индуктирующего провода и ширина изделия примерно одинаковы. Во время нагрева длительностью индуктирующий провод обычно не охлаждается. Постоянное охлаждение имеют только токоподнодящие шины. Поэтому индуктирующий провод выполняют массивным; его толщина при частотах тока f \0 кГц составляет bi (2,.5--4,0) bk (bh - ширина нагреваемого изделия). Зазор b между рабочей поверхностью индуктора и нагреваемой поверхностью составляет 1-5 мм в зависимости от размеров изделия. При непрерывно-последовательном нагреве ширина тшдуктирующего провода hi определяется мощностью генератора и производительностью установки, а время нагрева fji = hjv, где V - скорость движения изделия через индуктор. Удельную поверхностную мощность [19] относят к поверхности изделия, находящегося в индукторе, Риов = РКЮ, где I - длина нагреваемого изделия; Р - полная мощность индуктора. Индуктирующий провод индуктора для непрерывно-последовательной пайки изготовляют из медной трубки прямоугольного сечения, охлаждаемой водой. Оптимальная толщина стен.ки трубки, обеспечивающая минимальное активное сопротивление где \ 0,07, VJ. Поскольку при индукционной пайке наибольшее количество тепла выделяется на поверхности нагреваемого объекта, то глубина проникновения переменного тока где с = 3-10 см/с - .электродинамическая постоянная скорость света в пустоте); \i-магнигная проницаемость; о - у.дельпая электрическая проводимость; / - частота тока. В практике часто пользуются упро-(Щенным выражением -ТГ где /г - коэффициент, зависящий от материала и температуры. Глубину проникновения тока получают в миллиметрах. Для низкоуглеродистой стали при температуре выше 780 °С (выше точки Кюри) к - 600, при температуре 20 °С = 20; для меди к = 70; для алюминия к=- 80. Глубина проникновения тока в холодной стали в 30 раз меньше, чем .в горячей стали. Кроме того, при проектировании и выборе индуктора не-обходи.мо учитывать различные значения глубины проникновения тока . в зависимости от его частоты (табл. 34). 34. Глубина проникновения тока в зависимости ог его частоты, мм
На рис. 17 показан индуктор для одновременной пайки четырёх колец / к проходным изоляторам 3 припоем 2. Кольца укладывают на шифер - ас-:товые шайбы 6, опирающиеся на индуктирующий провод 5. В медных короткозамкнутых кольцах 4 индук-1руется ток, который находится в про-йвофазе с током в индуктирующем рвводе. Таким образом ослабляется !агрев наружного диаметра стальных 1ец и усиливается нагрев внутреннего. Для охлаждения паяемых узлов повышения производительности про- га через отверстия в трубке 7 по-Нается воздух. При нагреве в многопозициониых индукторах угол охвата изделий током. расположенных у концов индуктирующего провода, несколько больше, чем угол охвата средних изделий. Поэтому последние нагреваются несколько медленнее. Для выравнивания нагрева средние отверстия в индуктирующем проводе имеют меньший диаметр, чем крайние. В случае одинако-Бых диаметров всех отверстий в мно-гспозиционном индукторе выравнять нагрев возможно, устанавливая П-сбразнын магнитопроБод у средних отверстий (рис. 18). Рис. 18. Индуктор с П-оГ.разным магпито-прг.Бс;-о.м Оборудование д.ля пайки погружен ием Пайку погружением производят путем нагрева изделий в установкахи ваннах с жидкими теплоносителями (расплавами припоев или солей), где наряду с высоким коэффициентом теплоотдачи, обеспечивающим большие скорости нагрева и охлаждения изделий, и равномерностью распределения температуры в рабочем объеме (-2-=-+ -i-2°C), достигается возможность ведения процесса в широко.м диапазоне нагрева до температуры 1300 С без защитной среды. Тепловые процессы пайки погружением. Перенос теплоты от теплоносителя происходит по всем контактирующим с ним поверхност.чм паяемых изделий. При этом основиы.м пара-veTpoM. определяющим режим процесса пайки, является общее время нахождения изделий в расп.чаве, которое определяется расчетны?.! путем в зависимости от их массы и формы: общ = сп t, где ten и / - соответственно время сквозного нагрева и выдержки при температуре пайки, мин. При погружении изделий в расплав 06 щ = lV/S, где k - коэффшшент, записящий от хил:нчсского состава и физических свойств FiarpeBacMoro материала, состава и свойств солей в ванне и выбранной температуры нагрева (например, для инструментальных сталей k изменяется от 12.5 до 4,5 при изменении соответственно температуры расплава от 800 до 12S0X), минем; V/S - характеристический размер, равный отношению объема изделия ко всей его тепловоспринимающей поверхности, см. Нанри.мер, время нагрева сплошного цилиндра обш 4/ -- 2D полого цилиндра и 4)111 - ош - 4/-f 2 (D-т i/) прямоугольной призмы ит .бш - 2{НВ Ы -г hi/ где Dud - соответственно наружный и внутренний диаметры цилиндра, см; / - длина цилиндра или призмы, см; D - ширина призмы, см: И - тол-uuina призмы, см. В случае панки изделий сложной формы где Zф = 0,9-j-0,45 - коэффициент формы паяемого из.дслия: где /к и - соответственно время сквозного нагрева изделия и контрольного образца, -МИН. При п-дйке изделий волной расплавленного припоя завись.мостъ температурь! нагрева от з.чзора .между паяемым выводом, помещенным в отверстие, следующая: {Г-Ти..) (DoTb-D) - 17, где Т и Грл - сочзтветственно тем-£:ературы припоя в волне и плавления припоя, X; Dorij и Оп - соответственно диаметры металлизированного отверстия и вывода радиоэлемента, мм. Повышение температуры припоя в волне увеличивает его теплосодержание и тем самым обеспечивает увеличение скорости процессапанки в жестко заданном интервале времени. Установки для пайки погружением в расплав припоя. Пайку погружением в расплавленные припои разделяют иа низко- и высокотемпературную. Низкотемпературная пайка погружением в припои имеет две разновидности: погружением непосредственно в расплав припоя и волной или струями припоя. Наиболее широко для лужения и пайки изделий используют электрованны, представляюище собой корпус из коррозионно-стойкой стали, в котором размещен расплавленный припой. При пайке массивных и крупногабаритных изделий применяют специальные установки со стацион.чрными ваннами. Высокоэффективна установка МПО ЗИЛ .тля пайки опорных пластин к трубкам остова автомобильных радиаторов в стационарной ванне, где в основной ванне с припоем помешен., ванночка в виде двух сообщающихся сосудов. Уровень припоя поддерживается непрерывной его подачей посредством центробежного насоса. В производственном объединении Радиатор* используют восьмипозиии-онную установку карусельного типа, иа которой паяют опорные пластин, радиатора отопнтеля кабины тракторов и сельхоз-машин с механизированным транспортированием изделий. Ванна оснащена электрическими нагревате-ЛЯ.МИ, подача расплавленного припоя в тигель пайки осуществляется шж-ковым питателем. Установка имес блокировки, предотвращающие воз у.ожные аварийные ситуации, оси щена защитными экранами и вытяжн.. вентиляцией. Для массового выпуска изделий при пайке погружением установки снабжены специальными устройствами для дозированной подачи припоя. Например, нанка галев для ткацких станг.оз <к:уществ тяется на автоматических установках с тре 1я черпачковыми Baii- ночками, которые подзеот расплавлен- нын припой определенными дозами чддноврсменно к трем местам пайки с производительностью до 60 изделий в минуту. Автоматические паяльные устройства применяют также для изготовления консервной тары. Основные технические характеристики двух паяльных устройств лля производства консервной тары приведены в табл. 35, В производстве печатных плат на автоматических линиях используют агрегаты для пайки погружением с нагнетателями различных конструкций, рассмотренных в специальной литературе [1]. - Наряду с погружением в низкотемпературные припои в промышленности производят пайку изделий погруже-инием в высокотемпературные припои. Подготовленные к пайке изделия погружают частично или полностью, на-пример, в расплав латуки, покрытой .слоем флюса. После предварительного -подогрева до температуры около 200 °С fn\ погружают в ванну с припоем, на-►гретую до температуры 950 С и вы-держивают там в зависимости от массы * изделий 20-40 с. В массовом производстве твердосплавных буровых коронок и долот пайку латунью производят на ком-I плексно-механизированных линиях Кузнецкого машиностроительного за-эда. В их состав входят роторный гол с подвесками, индуктор для пред-рварительного нагрева изделий, тигель расплавленным припоем, обогреваемый ТВЧ, механизмы подачи и дозирования припоя, селитровая ванна с вращающимся барабаном для изотермической закалки паяного инструмента, ванна для промывки в горячей воде, пластинчатые конвейеры, источники питания МГЗ-102 и МГЗ-108 и пульты управления. На машиностроительном заводе Красный луч зубки угольных комбайнов и врубовых машин паяют ка роторных автоматах с производительностью 5 млн. изделий в год. Печи-ванны для пайки погружени -л в расплавы солей. Печи-ванны по конструктивному оформлению подразделяют на тигельные, электродные однофазные с циркуляцией соли, прямоугольные электродные и электродгые трехфазные (табл. 36). Печи-ванны состоят из несущего металлического корпуса, в котором размещены теплоизоляция; огнеупср-ная кладка с вмонтированными в нее электронагревателями. В нагревательное устройство помещен тигель с крышкой. Для измерения температуры расплава соли служит коленчатая термопара. В конструкции однофазной соляной печи-ванны С-45 нагрев осуществляется электродами, псгруженными в солевой расплав с принудительной циркуляцией. Пайку массивных изделий производят в прямоугольных печах-ваннах С-50, С-100, СКБ-5152 и др. Новозыбковский завод изготовляет печи-ванны типа СВС-100/13 (М-01), которые применяют для пайки изделий в интервале температур 850- 1300 °С. Они отличаются высокой производительностью и могут быть рекомендованы для крупносерийного и массового выпуска изделий. 35. Паяльные ванно-валковые устройства длп производства консервной тары Технические данные Устройство 1 Устройство 2 Производительность, число лаек в минуту Диаметр паяемых обечаек, мм: максимальный минимальный Высота паяемых обечаек, мм Мощность. кВт: механизмов ванны Число оборотов паяльного вала в минуту абаритные размеры, мм Масса, т
Для производства сисртпых груб нения 3KI -ЛИ-д-f-AlFg. состоящие из применяют печи-вин:ы мощностью 54 % AlFg -f- 46*;(i KF (оптимальное 430 кВт. Трупы nori;y>KaiGT в расплав содержание эвтектики не должно пре- хлористых солей (100 % ВаС1.> или вышать 12 %). 80 % BaCl2 + 20 % NaCl). Пнтан.ие Для панки погружением в расплавах 12 электродных групп осуществляется солей необходим предварительный пост шести тра1.сформаторов ТПТ-160/21 догрев изделий. Для этого применяют ПК. Печь-ванна имеет горизонтальное камерные электропечи, индукционный расположение электродов, что обеспе- нагрев, а также специальные нагре-чиваст интенсивную циркуляцию рас- вательные печи типа ПЛП (печи аэро-плавленной соли под действием элек- динамического подогрева). Технг.че-тромагнитных полей, благодаря чему ские данные некоторых печен приве-тсмнература равномерна но всему дены в табл. 39. объему. Средняя зона, защищенная Рециркуляционные печи аэродина- от электрического тока, предназначена мического подогрева работают по прим- для протягивания труб в процессе цнпу нагрева без применения электри- пайки. ческих нагревателе!!. Тепловая энер- На поточной линии производят фор- гия образуется в результате вращения мовку н пайку стальных сверчных ротора центробежного вентилятора в труб диаметром 6-12 мм со скоростью закрытом теплоизолированном объеме. Ю мАмин с одновременной отмывкой Температура ре1улируется изменением соли и достижением высокой чистоты поперечного сечения всасывающего от- поверхности изделий [13]. Для пайки верстия. Передача теплоты nai рсвае- изделий используют различные смеси мым изделиям исключает местные пе- солей в зависимости от температуры регревы и недогревы конструкций даже плавления припоя (табл. 37). сложной конфигурации и обсспечи- Технические данные iie4H-najii-.u (.Г(.-1(;0 lb ь-С!) Установленная мощность, кВт............... 100 Макси%5альная рабочая температура, С.............. 1300 Мощность холостого хода. кВт.................. 61,1 Производительность, кг/ч.................... 320 Понижающий трансформатор .................. ТНТ-100.АО Напряжение сети, В ................... 380 Напряжение на электродах. В: пусковое ....................... 15,3; 18,3 рабочее ................ ........ 10,3; 11,6; 13,2 холостою хода ...................... 6,47; 8,25 Число фаз ....... ............. 3 Число электродных групп . ........... 1 Удельный расход электроэнергии. iRT-q-Kr............ 0,241 Объем расплавленной соли, л ....... 91 Расход о.\лажд;Ющей воды, м/ . ........... 1 Размеры рабочего пространства (длина х ширина X глубина), мм . . 350X 200X 320 Габаритные размеры, мм ........... 1905X 1715x 3090 Масса (без соли), т ... . . 3,05 Пайка ногружение-м в соляных пе- вает равномерность нагрева -1 + чах-ваннах нашла широкое примене- -f 5С. ние при изготовлении конструкций из Преимущества пайки погружением алюминня и его сплавов. Поскольку непосредственно в расплавы солей н температура плавления окиетов алю- всегда могут быть реализованы, иа- миния и магния выше 2000 С, то для пример в случае пайки титана и дру- нх удаления при температуре ниже гих активных металлов Поэтому из- те.мпературы плавления паяемого ма- делия из таких металлов и сплавов по- териала необходимы активные хими- мещают в герметичный контейнер, в ко- ческие реакции. С этой целью исполь- торый подается контролируемая среда зуют специальные составы раснлаь- или создается вакуум, и погру- ленных солей (табл. 38), в котор.ых жают в печь-ванну с расплавом со- активную роль играют фтористые соли лей, нагретую до заданной темпера- и, в частности, эвтектические соеди- туры.
Основное преимущество пайки погружением с косвенным нагревом - малая металлоемкость контейнера благодаря наличию на его поверхностях пленки соли, защищающей его с/г окисления. Это позволяет изготовлять контейнеры из тонколистовых низкоуглеродистых и низколегированных сталей. Существенное повышение скоростей процесса контейнерной пайки погружением в расплавы солей дает наибольший эф()ект прн автоматизированной системе управления, например, в производстве теплообменников с использованием установки с полуавтоматическим циклом работы. Технические данные установки с полуавтоматическим циклом работы Потребляемая мощность, кВт 100 Температура пайкн, С ... До 1250 Точность стабильности температуры, °С.......-55 Габаритные размеры тигля, мм 450x 550 Грузоподъемность транспортного устройства, т . . . 0,2 Площадь, занимаемая установкой, м- . . ...... 12 Повышение эксплуатационной стойкости тигля печи-ванны достигается футеровкой, выполняемой на растворе с алюмофосфатиой связкой. Электродная группа выполнена таким образом, что одна часть, состоящая из трех электродов, расположенных по периметру тигля, подключается к трехфазному трансформатору. Другая часть, также состоящая из трех электродов, соединенных общим кольцом, расположена на равном расстоянии от первых трех электродов. Таким образом, общая группа электродов (фаза и нуль) обеспечивают активную циркуляцию соли за счет возникающего в ванне электромагнитного эффекта. Печь-ванна оборудована загрузочным устройством, работающи.м по автоматическому циклу пере-мещения контейнера с паяемы.ми изделиями, его погружения, выдержки и выгрузки после пайки. .Автоматическое поддержание те.мпературы солевого расплава и термический цикл процесса обеспечиваются системой регулирования с обратной плавной связью. Для периодического пополнения ванны солью и поддержания постоянного уровня использован механический шнековый загрузчик. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 [28] 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||