
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 [29] 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 37. Составы смесей солей для пайки погружением, %
Другие компоненты Рабочая температура, С 27 КС1 20 КС1 50 КС1; 50 NaCOa 50 NaCO,; 50 K,COj 10 NajBjO; 5 KCl 100 NaNO, 1020- 1320 660-1300 710-1300 950-1200 680-1150 680-1060 670-1000 930-950 930-950 485-900 570-900 570-900 655 - 900 У 00 &=i0 38. Составы солевых ванн для пайки алюминиевых сплавов
39. Циркуляционные печи аэродинамического почогрева
Установки для пайки электросопротивлением Пайка электросопротивлением - процесс, протекающий за счет теплоты, выделяемой при прохождении электрического тока через паяемые детали и токоподводящие элементы паяльных устройств, при этом соединяемые детали служат частью электрической цепи. Нагрев электросопротнвление.м осуществляют ручными клещами, на машинах для контактной сварки, специальных устройствах и в электролитах. Тепловые процессы при нагреве электросопротивлением. Пайка электросопротивлением протекает при быстром повышении температуры в местах соприкосновения соединяемых элементов за счет резкого роста электрического сопротивления. Количество теплоты, необходимое для образования соединения, Q - Qt-г Q2-\- Qs расходуется : на нагрев столбика металла с сум-гтрной толщиной паяемых элементов припоя 26, либо покрытия с объем-Г.н0й суммарной теплоемкостью Гсу, кзажатого между электродами диаме-к.тром ds, до расчетной температуры [плавления припоя Т ыр: h=-T-4TiTiyn. пру на нагрев кольца материала шнри-эй X, окружающего центральный стол-IK, до температуры l/4Tri. ыр: h - kinx (dj-\-x) 2 V.T -J Tu.ap. ae д: = 4 У at; a - те.мпературопро-одность соединяемых материалов и 1припоя (выбирают наибольшее зва-[чение); t - длительность нагрева; 1 = 0,8 - коэффициент, учитываю-щий неравномерность нагрева кольца; на нагрев прилегающего к изделию участка электродов толщиной х до температуры 1/8Гп. пр: где су - объемная теплоемкость металла электродов; /eg - коэффициент, зависящий от формы электродов: при цилиндрическом электроде kz = 1; nf и коническом - 2 - 15. Задаваясь длительностью пронесет пайки изделий, можно рассчитать необходимую силу тока во вторичной цепи: -/то где Qi+ Q2+ Qs; 1-1,1 - коэффициент, учитывающий изменение электросопротивления в процессе нагрева; /?гор = -Лорг/б - электросо- 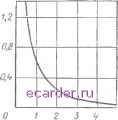 19. Зависимость коэффициента от отношения d /6 противление участка цепи между электродами при температуре пайкн; pj- - удельное электросопротивление паяемого материала при температуре пайки; k = 0,8-f-0,9 - коэффициент, учитывающий уменьшение электросопротивления вследствие растекания тока; Ло - коэффициент, зависящий от отношения djb (рис. 19); do - диаметр, средний между диаметром электрода и диаметром пятна паяного соединения. Исследования в области тепловых процессов при электроконтактном точечном нагреве позволили установить расчетные зависимости для распределения температур в зоне соединения [6]. Диаметр зоны нагрева du до температуры пайки может быть вычислен по формуле tpOB где / - сила тока. А; / - длительность протекания тока, с; Рсж - усилие ежа- тия электролов, кН; р - удельное электросопротивление, Ом-см; Or - предел прочности паяемого материала, МПа; с - теплоемкость паяемого материала, Дж-°С; у - плотность, кг/м; С - эмпирический коэффициент, для углеродистых и коррозионно-стойких сталей 190-210, для жаропрочных сталей на никелевой основе 120-130, для титановых сплавов 95- 105. Клещи для пайки электросопротивлением. Пайка электросопротивлением с помощью клещей применяется в монтажных условиях, а также при невозможности перемещения изделия к стационарному нагревательному оборудованию и в случаях необходимости соединения элементов в труднодоступных местах. Если ручные клещи для пайки электросопротивлением нащли применение для соединения сравнительно небольших по размерам изделий, то при больших объемах выпуска изделий из разнотолщинных элементов или конструкций из материалов, имсеощих разные теплофизические свойства, чаще всего применяют сварочное оборудование - машины для контактной сварки. Машины для найки электросопротивлением. При пайке электросопротивлением на контактных сварочных машинах давления, передаваемые элек- iродами, обеспечивают электрический контакт и выдавливание и-злишков расплавленного припоя и продуктов флЕосования из зоны шва. Для пайки изделий в зависимости от соединяемых толщин материалов и теплофизических свойств применяЕот различные сварочные машины (табл. 40). Специальные установки для пайки электросопротивлением. Для массового производства изделий используют специальные полуавтоматические установки для пайки электросопротивлением. На специализированно.м прессе К602, разработанном НЭСим. Е. О. Па-тона, осуществляют пайку электросопротивлением уплотнительных колец с корпусами вентилей трубопроводной арматуры. Номинальная первичная мощность пресса 730 кВт, вторичное напряжение холостого хода изменяется ступенчато в пределах 4,75-9,50 В, максимальный ток во вторичной цепи до 100 кА, сила сжатия плит регулируемая (6-50 МН). Последовательность и регулирование продолжительности всего цикла процесса пайки обеспечивает тиристорный регулятор времени РВУ-200. Пайку концов секций к петушкам коллектора осуществляют на автомате АПК-1, в котором якорь устанавливают в центрах. Поворот якоря производится электромагнитной муфтой. 40. Однофазные точечные машины переменного тока 1ехннческие данные Мощность, кВ-А Первичны ток. А Сварочный ток, кА Коэффициент трансформации: число ступеней регулирования пределы изменения Электроды: вылет, мм . . . . . максимальный раствор, мм Сила сжатия. Н Общий ход электрода, мм Расход: воздуха. мЮ- циклов охлаждающей воды, л/ч Габаритные размеры, мм Л\асса, т Примечание. Напряжение сети при частоте тока 50 Гц 380 В.
►Концы секций обмоток с коллекторными пластинами соединяют электроконтактным нагревом от электродов, [укрепленных на штоке пневмоцилин-за. Следящая система позволяет то фиксировать положение электрода. Продолжительность процесса пайки регулирует реле времени, подающее команду на подъем электродов в исходное положение, после чего происходит поворот шпинделя с якорем на одну ла.мель. Цикл работы повторяется до полного оборота коллектора. Технические данные автомата АВК-1 I Мощность трансформатора, кВт 50 Напряжение питающей сети, В 380 [Габаритные размеры паяемых изделий, мм: диаметр........ 50-200 длина ......... 25-200 толщина ламели.....1,5-10 Шикл пайки одной ламели, с 1-3 [Габаритные размеры, мм . . , 13С0х X 780 X X 1340 сса, т .......... 0,8 Гибридные интегральные схе.мы [1аяют методом плавления покрытия-ррипоя в полуавтоматическом режиме ia установке МС-64П2-1, в которой пектрод с помощью вакуумной присо-Вки подает кристалл из кассеты и сов.ме-его с контактной площадкой на одложке и прижимает с определенной силой. В течение импульсного грева электрода происходит пайка, 1через заданное время после кристаллизации припоя электрод поднимается исходное положение. Установка спечивает регулируемое давление &ектрода на колонку нагревателя (диапазоне 1 -10 Н, нагрев электрода пределах 150-450 °С. Производи-ьность установки около 1000 кринов в час. чя пайки сравнительно простых конфигурации узлов (сверл, штуцеров и др.) используют установку Э-Ю, состоящую из рабочего стола с двумя ваннами, узла нагрева, системы циркуляции электролита, состоящей из бака-питателя со змеевиком охлаждения и насоса. Применение источника с блоком управления и приборами контроля позволяет подавать к рабочей ванне три регулируе- мых значения напряжения по заданной программе в зависимости от требуемого термического цикла пайки [17]. Технические данные установки Э-10 Потребляемая могцность, кВт До 10 Напряжение питающей сети, В 380 Диаметр паяемых узлов, мм . До 40 Производительность, число лаек в час .........До 200 Состав электролита...... 8 io%- -ный ра- створ NajCO, сменность электролита, чнсло раз в год......... 4 б Габаритные размеры, мм: рабочего стола...... ЮООх Х600Х X 1300 псточннка питания ... 600х X 800 X Х1500 Масса, т .......... о,4 Установки для пайки концентрированными источиЕжами энергии Пайку материалов с использованием концентрированных источников энергии (инфракрасного излучения и излучения лазера, сфокусированного электронного и светового луча) отличает отсутствие тепловой инерции, локальность и быстрота нагрева, что позволяет точно регулировать параметры процесса. Установки с инфракрасным излучением. Носителями теплового инфракрасного излучения являются электромагнитные волны длиной 0,4- 40 мкм. Тепловые процессы при нагреве подчиняются закону Планка распределения лучистой энергии (см. с. 136). Из этого закона, представленного графически (рис. 20) видно, что интенсивность излучения растет с повышением температуры, максимум излучения смещается при этом в сторону более коротких волн. Однако расчет производят по закону Стефана-Больц-маиа, применимому к серы.м тела.м, для которых кривые Планка имеют непрерывный характер и подобны кривым абсолютно черного тела при одинаковых температурах. В этом случае энергия полного излучения q = еСоб = СО. q;-10*BT/(M-mM) 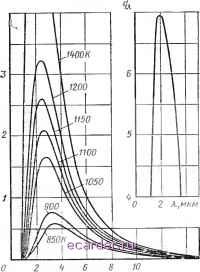 /2 Л,мкм Рнс. 20. Распределение энергии излучения абсолютно черного тела по длинам boj:ii (кривые Планка) прн различных температурах тела Величину fCo = С называют коэффициентом излучения серого тела (табл. 41). Для каждого конкретного случая пайки изделий в зависимости от их конфигурации производят необходимый расчет по методикам, приведенным в специальной литературе [19]. В производстве тонколистовых паяных конструкций применяют установки с кварцевыми лампами (с температурой спирали 1000 °С). В установках с кварцевьг.\:и лампами применяют рефлекторы с одной или нескольких сторон. Такие установки могут быть с нагрево*! в вакууме, в контролируемых и воздушной средах. В последнем сл-чае установки используют для соединения изделий низкотемпературными припоями ввиду ограниченной стойкости кварцевого стекла ламп при нагреве до высоких температф на воздухе. В зависимости от конструкций нагревательных установок применяют кварцевые йодные лампы накаливания в различных исполнениях. Наиболее часто используют прямые лампы инфракрасного нагрева для работы в горизонтальном положении (табл. 42), Кварцевая трубчатая лампа накаливания типа НИК-220-1000 Тр предназначена для создания интенсивного теплового потока, ее инерционность (время с момента включения до достижения номинального значения энергетического потока) составляет 0,6 с. Лампы наполнены аргоном под давлением 60 Па и иодом в количестве 1 - 2 мг. Наличие паров иода обеспечивает стабильность энергетического и светового потоков. При длительной 41. Значения интегральной степени черноты Е для некоторых материалов 42. Кварцевые лампы аргонно-иодным наполнением НИК-220-1000 Тр
эксплуатации ламп указанного типа допускается отклонение их оси от горизонтального положения не более 5°, а температура вводов в процессе работы не должна превышать 350 °С. Наряду с аргонно-иодными лампами применяют лампы с ксеноно-иодным наполнением типа КИ с напряжением 85-220 В и тина КГТ - длиной йо 500 мм с Больфра.мовой моноспирзлью диаметром 10-75 мм. Для создания потоков с высокой плотностью излучения применяют йодные лампы накаливания с отогнуты.ми концами типа КИО-220-2500. Плотность излучения в этих лампах повышена выносом цоколей за зону рабочей части (участок действия инфракрасного потока). Технические данные лампы КИО-220-2500 с отогнутыми концами Напряжение. В....... 220 (380) Потребляемая мощность. кВт 2,5(6) Температура, С....... 2335(2930) Продолжительность горения, ч 2000 (50) Размеры (длина лампы X длина отогнутого конца), мм...... 500X 140 Масса, кг ......... 63 Когда доступ к месту пайки затруднен либо необходим локальный нагрев, применяют малогабаритные лампы с йодным наполнением (0,1-0,2 мг) типа КИМ (табл. 43) с остаточны.м давлением ксенона 650 Па, максимально допустимой температурой на вводах при работе 350 °С. В нагревательных установках блоки кварцевых ламп создают поток излучения, направляемый на паяемые поверхности. Для более полного использования энергии применяют специальные рефлекторы, изготовляемые из коррозионно-стойкой стали. Повышения отражающей способности рефлекторов достигают покрытием их поверхностей серебро.м или алюминием. При применении кварцевых ламп следует учитывать технологические особенности процесса пайки с использованием припоя с легкоиспаряю-щимися компонентами, в результате чего не только нарушается отражающая способность рефлекторов, но и значительно сокращается эксплуатационный ресурс самих ла.мп, что обусловлено помутнением колб и поглощением нми теплового потока. Кроме того, при флюсовой пайке, особенно в тех случаях, когда блоки ла.мп размещены под изделием, ла.мпы могут 43. Малогабаритные кварцевые лампы с ксеноно-иодным наполнением
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 [29] 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||