
|
| |
|
Слаботочка Книги 1 2 [3] 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 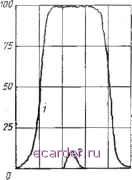 50 100 Зазор, мкм Рис, 8, Распределение содержания серебра по сечению шва при пайке вольфрама серебром: / - выдержка ] мин; 2 - пыдержка I 5 мин Так как первоначальный единичный объем Уо металла 1 известен, то j ci;{x, t*)dx = где t* - Бремя протекания процесса диспергирования; Vi - единичный объем по ширине зоны сплавления после диспергирования {заполнения зазора дисперсными частицами); - плотность металла I. Объем Vi можем вычислить из у формулы = Ла (t*) - fti. откуда V,d - [h,(nh,]. (16) Подставляя выражение (16) в (15), получим = 1- Ci2 (х, /*) dx d~[h2in-lb]. (17) Если скорость образования дисперсных частиц известна, то уравнение (17) позволяет определить время дисперги- рования и, следовательно, продолжительность выдержки при температуре пайки. Экспериментальные исследования диспергированного спая на примерах пайки вольфрама медью, марганцем, серебром и оловом в среде водорода позволили определить режимы пайки и оценить свойства паяных соединений. На рис, 8 показано распределение содержания серебра по ширине шва в зависимости от времени выдержки при температуре пайки, из которого следует, что уже при 15-тн минутной выдержке шов почти полиостью перекрывается дисперсными частицами вольфрама. Смачивание, капиллярное течен не, самофлюсование Смачивание и растекание припоев. Согласно первому закону капиллярности (формула Лапласа) где Pi и р2 - давления соответственно с вогнутой и выпуклой сторон поверхности жидкости; -поверхностное натяжение жидкости на границе с газовой средой; Rj и R2 - радиусы кривизны поверхности Из формулы следует, что говер х-ностный слой жидкости, имеющий кривизну, производит на нее добавочное давление по сравнению с тем, которое она испытывает при наличии плоской поверхности. Это добавочное давление вызывает главным образом капиллярные явления. При растекании капли жидкости на плоской поаепхности твердого тела условия ее равновесия выражаются в виде равновесия векторов сил поверхностного натяжения в точке на границе трех фаз Этой границей является периметр смачивания (рис. 9): хэ = °2з + <is cos 0. где - поверхностное натяжение между твердым телом и газовой средой, действующее на каплю по периметру ее основания; Огз - поверхностное натяжение жидкости на границе с твердым телом. Это уравнение является вторым законом капиллярности (равенство Юнга). Отсюда следует cos 9 = 013 - (18) где cos 6 - коэффициент смачивания, характеризующий смачивающую способность жидкости. Анализ экспериментальных данных, полученных двумя различными методами - определением краевого угла я определением критического угла наклона поверхности образца исследуемого металла, при котором капля жидкости начинает скатываться, - показал справедливость последнего уравнения. Как первое, так и второе уравнение капиллярности получены исходя из того, что равновесие материального объекта определяется равновесием приложенных к нему сил. Необходимо иметь в виду, что законы капиллярности выведены для жидкостей, не взаимодействующих с твердым телом. В процессе пайки происходит активное взаимодействие между паяе-ким материалом и расплавленным припоем, поэто -:\ капиллярные явления, протекаощне при этом, более сложны и лишь приближенно описываются приведенными уравнениями. Растекание расплавленного припоя по поверхности паяемого материала определяется многими факторами. Среди них наибольшее влияние оказывают характер взаимодействия, свойства припоя (вязкость, жидкотеку-честь). Когда припой имеет широкий интервал кристаллизации а пайка .оисходит при температурах, лежащих ниже температуры ликвидуса, ёсобое значение приобретает жидко-;кучесть припоя. Наличие в расплаве чвердой фазы, строение выпадающих криста.1лов, характер их расположения резко меняют жпдкотеку честь припоя. Механизм растекания п{)ипоя связан с взаимодействием расплава припоя и его парообразной фазы с паяемым мате-рвалом, с поверхностной диффузией ришлавленного припоя, с капиллярам течением последнего и т. д. При екании указанные процессы зави- сят От соотношения физико-химических свойств припоя и паяемого материала, а также условий Пайки. Растекание расплава припоя, как и всякой жидкости, по поверхности твердого тела определяется соотиоше.ием сил адгезии припоя к поверхности паяемого материала и когезии, характеризуемой силами связи между частицами припоя. Работа адгезии определяется свободной поверхностной энергией, освобождающейся при смачивании твердого тела жидкостью: Ладг - + 12 - О23. (19) Полное растекание припоя по поверх -ности паяемого материала имеет место при краевом угле смачивания 9=0. Когезия частиц припоя оценивается работой, необходимой д-чя образования двух новых поверхностей жидкости: Лног = Sojj. Растекание капли расплава припоя по паяемому материалу произойдет, если работа адгезии к поверхности последнего будет равна или больше работы когезии чзстии припоя. Разность между ними называют козффи-циентом растеканйя. Й = адг - 1ког Ог2 (1 -f СОЗб) - - 2oi2 (cose - 1). (20) Следовательно, ра текаемость расплава припоя по паяе-чому материалу (Пр еляется его поверхностным натяжением и краевым углом смачивания. Зависимость между краевым углом смачивания и поверхностным натяже-нием имеет сложный характер. Так,  Рис. у. Схема равновесия сил поверхностного натяжения капли жидкости на поверхности твердого тела: I - газ; 2 - жидкость, 3 - твердое тело для сплавов свинец-олово при содержании олова 60-80 % поверхностное натяжение уменьшается по линейному закону Краевой же угол смачивания стали ШХ15 сплавами свинец-олово при таком же содержании олова оста-ется приблизительно постоянным. С повышением температуры пайки плошадь растекания для чистою олова остается постоянной, а для сплавов свинец-олово эвтектического состава растет, если перегрев не превышает 40-50 С. Дальнейший перегрев сплава ведет к снижению растекаемо-сти, чтосвязанос усилением взаимодействия между припоем, ф 1ЮСом, паяемым металлом и окружающей газовой средой, Увеличение времени выдержки при температуре пайки до определенного предела ведет к уменьшению краевого угла смачивания; дальнейшая выдержка не оказывает влияния на его изме-HCiiHe. На растекаемость припоев большое влияние также оказывает их состав. Растекание припоя по паяемому материалу при пайке в отдельных случаях происходит в две стадии: первая соответствует быстрому растеканию под действием сил поверхностного на. тяжения, вторая характеризуется медленным растеканием Свторичное растекание) Вторичное растекание имеет место, например, при пайке меди припоями, содержащими 30-70 % РЬ. Г:ногда на второй стадии площадь, образованная растекшимся припоем, ложет несколько уменьшаться или эффект вторичного растекания совершенно прекращается Это обстоятельство связано с физико-химическими своиствйми Езаимо.!ейстБу1сщей пары и темпгр:;турой пайки Приоода этого sBiehHfi связана с образованием между паяемы-V металлом и припоем сп.-ава, обладающего более высокой счач..-вающей способностью чем припои в исходном состоянии Так. припой пес 40 при температуре 2гО~С имеет характерное вторичное растекание при 300 С оно полностью отсутствует На рас-екание припоев при пайке и вакууме большое влияние оказывает разрежение в к:;мере пайк[; Если .металл и его окисел находя1Ся о системе взаимодействующих веществ в виде насыщенных паров, то константа равновесия реакции Rj\le + ?02 3-Me ..О определится из соотношения (21) (22) где pjy, Pq, Рм пО - арциаль-т т ные давления паров металла, кислорода и паров окисла. Когда металл и его окисел находятся в конденсированном состоянии, константа равновесия р-Ра- (23) т. е. будет постоянной, если при одной и той же температуре металл и окисел представляют собой смесь насыщенных растворов. При ненасыщенных растворах константа равновесия будет функцией концентрации металла и окисла в соответствии с прави-том фаз. Из (23) следует, что при постоянной температуре равновесие между металлом и его окислом определяется парциальным давлением кислорода, если в зоне пайки оно будет меньше оавковесного при данной температуре, образующегося при разложении окисла, то последний будет удаляться с поверхности паяе мого металла и припоя. Следовательно, с повышением степени разрежения при постоянной температуре парциальное давление кислорода в Kaiepe пайки будет снижаться, что должно способ-ствоБЗть диссоциации oii.-ic.Toii и улучшению условий с,м:!чнвання паяемого мета. :ла расгьлав-тенныу nprinocM Результаты экспериментов, однако сзи-дете.тьстБ\ют о другом Зависимость темперй } ры начала растекания галлия, индия олова, кадмия свинцл и висм\та по меди от сте. пени разрежения показана на рис 10, а. Наименьшая температура LM-iMuiiannfl меди соответстБ\ ет разрежению 1 33 Па. Площадь растекания для рассматриваемых. За исключением кадмия, припоев по меди при температуре 850 С имеет максимальное значение также  при разрежении 1,33 Па (рис. 10,6). Снижение площади растекания кадмия с повышением степени разрежения связано с его испарением. Закономерности влияния вакуума на температуру смачивания и интенсив, ность растекания припоев по паяемому металлу могут быть объяснены своеобразием процесса взаимодействия остаточных газов а камере пайки с паяемым металлом и расплавом припоя [8]. Капиллярное течение припоев. Экспериментально установлено, что прямой зависимости между растеканием и течением припоя в зазоре нет. Так, прююи на алюминиевой основе хорошо растекаются по поверхности сплава АМгб, но не затекают в капиллярный зазор. В тоже-Бремя припои системы никель- хром-Кремний плохо растекаются по поверхности стали I2X18H9T, сплава ХН77ТЮР но хорошо затекают в капиллярные зазоры. Это явление связано с характером взаимодействия расплавленного припоя с паяемым материалом В капиллярном зазоре расплавленный припой интенсивно на-сыщается компонентами паяемого металла, что ведет к потере жидкотеку. чести. На различие в процессах растекания и течения в зазоре может влиять содер-жание Б расплаве отдельных кристаллов н кристаллических образований, Если раз.меры их будут превышать величину капиллярного зазора, то течения припоя в нем не будет Наряду с этим течение припоя в зазоре зависит еще ог ряда факторов. При oпpe.eлe-нии характера и глубины затекания низкоте-мпературных припоев систел1Ы олово-свинец в зазор между стальными пластиками iipn флюсовании водным раствором хло;нстого цинка установлено, что чистое tj-iOBO затекает на глубину, равную трети глубины затекания сплавов олово-свинец. >.о-держамшх 20-60 и Sn. При этом глубина затекания меняется в зависимости от состава флюса. Так, для прн. воя, состоящего у\й равных долей олова и свинца при переходе от неоргахпше-ского флюса на основе хлористого Динка на оргаьический (молочная кислота, c::.!ecfi смол;, глуОина затекания ежду стальными пластинками снижа. ется П[1имсрно в 10 раз При пайке 690 б2й 580 StO
по 1 w I : а) -2 ; ,7-J, 110 10 р tJ3 Па. 2Ч-0 200 fSQ ПО 70- р ;5 J, /7а Рнс. 10. Теипературэ начала расгекаяия металлов <а) и площадь их растекания ((Г) по меди при 850 С в зависимости от степени разрежения погруже1гне.м в расплавы припоев на течение в зазоре большое влияние оказывает предварительный подогрев деталей. При низкотемпературной пайке Б газовых средах капиллярное течение припоев в сильной степени зависит от природы и количества активирующего компонента газовых сред. При изучении капиллярного течения лрипоев в зазоре используют, с одной стороны, статическую теорию, рассма-тр11ваюи;ую форму жидкости, находящейся па поверхности твердого тела в условиях наименьшей свободной поверхностной энергии системы, с другой - динамическую теорию, рассматривающую течение жидкостей. На основе первой теории можно оценить силы, под действием которых происходит течение припоев в процессе пайки; вторая пеория применяется для установления причин, от которых зависит заполнение шва припоем. Согласно статической теории избыточное давление может быть выражено через высоту столба жидкости над заданным уровнем и через его плотность. Например, если жидкость течет по капилляру диаметром d (рис И, а). Рис. II. Схема поднятия жидкости: а - по капилляру круглого сечения; б - в зазоре меячду параллельными пла- то высота его поднятия над заданным уровнем поверхности ванны согласно первому уравнению капиллярности будет 4aia cos 8 ft - (24) где p-плотность жидкости; g - ускорение свободного падения В случае капиллярного течения Между двумя параллельными пласти- нами рис. 11,6) высота поднятия жидкости определится из тех же соотношении: OiaCOsO 4>g (25) где а - размер зазора, В обоих случаях, если сила тяжести жидкости, находящейся в капилляре, прсвь:-шает результирующую кнпилляр-них сил, то жидкость в капилляре будет понижаться до такого уровня, при котором эти силы уравновешиваются. В условиях пайки это приво.ит к тому, что участки паяного шва, расположенные выше определенного уровня остаются не заполненными припоем и, следовательно, соединение оказывается пропаянным не по всей площади Согласно .тинамической теории скорость течения расплавленного припоя заниснт от размеров нахлестки и зазора разности давлений на вхоле и выходе из зазора, а также от вязкости припоя. Поскольку динамическ,яя теория не учитывает наличия взаимодействия припоя с паяемым материалом в процессе пайки, з исходит из условия непрерывного движения в к.чпилляр-ном зазоре невзаимодействующих жидкостей, то результаты ее значительно отличаются от получаемых экспериментально При горизонтальном расположении шва глубина затекания припоя в зазор согласно динамической теории определяется зависимостью (26) где т) - вязкость припоя; / - время, необходимое для затекания припоя на глубину / Из выражения (26) следует, что между глубиной затекания припоя и величиной зазора есть прямая зависимость, которая на практике не соблюдается При прочих равных условиях наибольшая глубина затекания припоя Б зазор будет при оптимальном таче-нии постеднего. Кроме тоги, глубина затекания, согласно уравнен;1Ю, не ограничивается если имеется расплав пркпоя В действительности за счет растворения паяемого материал в рас-плаве припоя свойства его могут на- столько изменяться, что течение в за. зоре прекратится, несмотря на избыток припоя. Если при горизонтальном расположении шва согласно динамической теории припой может течь беспредельно при наличии перепада давления, ш в случае вертикального расположения шва течение припоя прекращается, как только сила тяжести его столба уравновесит разность давлений. В этом случае перепад давления станет равным нулю, т. е. IL - pgh - о, откуда максимальная высота подъема припоя W = . (27, Из (27) следует, что с уменьшением зазора максимальная высота подъема припоя будет непрерывно расти, что экспериментально не подтверждается. При прочих равных условиях, с уменьшением зазора глубина затекания расплава припоя в капиллярный зазор вначале возрастает, а затем падает. Течение расплавленных припоев в реальных условиях пайки отличается от течения идеальных жидкостей, так как припои, как правило являются многокомпонентными сплавами, кото-рые При пайке вступают в сложные взаимодействия с паяемым материалом В процессе течения их в зазоре про. исходит растворение в них паяемого материала, флюса, газовых сред Известно, что поверхностные свойства жидких растворов зависят от характера распределения в объеме и в поверхностном слое растворенных элементов Если взаимодействие между атомами растворенного вещества и атомами растворителя меньше, чем взаимодействие между атомами растворителя, то растворенные вещества будут преимущественно выталкиваться из объема Рйстворителя на поверхность. Накопление их в поверхностном слое приводит * уменьшению атомного взаимодей-ОМя, в результате чего поверхностное атяжение с ростом конвентраипи Й*створ!;нных веществ падает. С другой Юроны, под действием диффузии кон- центрация компонентов стремится стать о.шнаковой Равновесие в распределении элементов в объеме и в поверхностных слоях жидкости достигается в результате действия этих противоположных процессов. Связь изменения поверхностного натяжения с характером распределения растворенного вещества в объеме и в поверхностных слоях жидкости может быть описана уравнением Гиббса: RT\dc)T (28) где Г - избыток растворенного вещества в поверхностном слое; R - универсальная газовая погтоянная; Т - абсолютная температура; с - концентрация растворенного веществт. Количество растворенного вещества в поверхностном слое зависит от концентрации его в объеме растворителя и температуры. В реальных условиях пайки наблюдается следующее; в процессе заполнения припоем зазора происходит взаимодействие его с паяемым металлом, что п ривод1:т к увеличению вязкости расплава и, следовательно, к нарушению исходных условий течения, расплав припоя в процессе заполнения зазора изменяет свою температуру, что наб.тюдается при неодинаковом нагреве соединяемых детален, в результате условия взаимодействия паяемого материала с припоем и течение последнего будут неравномерными. Аналогичное явление может иметь место вследствие неравномерногорастворения паяемого материала припоем; при течении в зазоре припоя сложного химического состава его компоненты взаимодействуют с поверхностью паяемого материала избирательно, что вызывает перемещение частиц припот Б направлении, перпендикулярном к потоку, отдельные компоненты паяемого материала также избирательно взаимодействуют с припоем; в результате снижения температуры расплава припоя, а также взаимодействия его с паяемым материа.том происходит образование в pacпЛJзe припоя и на границе с пая мым материалом отдельных кристаллов, что нарушает 1 2 [3] 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||