
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 [33] 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 58. Термопары
* .Материал защитной арматуры - фарфор, у остальных термопар - коррозионно-стойкая сталь. *- Виброустойчивые. * Двойные. Материал защитной арматуры - двуокись титана илн окись алюминия. 59. Термопары для пзмереп1!я температур 20-1.4flO °С
Примечания. 1. Верхнее значение температурного предела длительного применения указано для проволок диаметром не менее 0,5 мм - для термопар с градуироь-камп ПП-1 н ПР-30/6 и не менее 3.2 мм - для термопар с другими градуировка.мн 2. Положительным электродом а термопарах является материал, указанный в наименовании первым. тродами; графит-карбид титана, графит-борид циркония с индивидуальной градуировкой. Температуру пайки в среде сухого и увлажненного водорода измеряют с по.мощью специальных вольфрам-рениевых термопар; в случае сухого водорода - термопарами ТВР-0777, увлажненного (с избыточным давлением до 0,04 МПа) - термопарами ТЕР-1338. Предел измерений температур этими термопарами 300-1800°С, длина погружаемой части 100-500 мм, продолжительность работы 4000 ч. Изменение первоначального значения термо-ЭДС по градуировочной таблице за время работы термопары при температуре 1800 X в течение 200 ч не превышает ±1,5%. Рабочий спай термопары после 200 ч работы при максимальной температуре возобновляют. Термопары помешены в молибденовый герметичный кожух, а при эксплуатации свыше 100 С их заключают в водоохлаждаемый чехол из коррозионно-стойкой стали. Список литературы 1. Автоматизация пайки печатных плат/С. Л. Буслович, Ю. М. Гельфгат. И. А. Коциньш и др. М.: Энергия, 1976. 216 с. 2. Гладков А. С, Подвигина О. П., Чернов О. В. Пайка деталей электровакуумных приборов. М.: Энергия. 1967. 28S с. 3. Гржимальский Л. Л., Ильев-ский и. И. Технология и оборудование пайки. М.: Машиностроение, 1979. 240 с. 4. Гришин В. И., Паршин Н. И. Вакуумные н вакуумно-водородные электропечи сопротивления с экранной изоляцией. - Электротермическая промышленность. Серия Электротер.мня . 1975. вып. 9-10. с. 29-32. 5. Евсеев Г. Б.. Глизманенко Д. Л. Оборудование и технология газопламен- -ной обработки металлов и неметаллических материалов. М.: Машиностроение, 74. 312 с. 6. Золотарев Б. Б. Деформации при яечной н роликовой сварке и и.х устра- нение. М.: Машиностроение. 1975. 105 с. 7. Кущ Э. В. Высокочастотное оборудование в инструментальных цехах заводов отрасли. - Электротехническая промышленность. Серия Электротермия , 1975. вып. 9-10, с. 69 - 70. 8. Липов В. Я., Арендарчук А. В., Рубин Г. К. Оптимальное размещение термически тонких изделий в рабочем пространстве электропечи непрерывного действия. - В кн.: Исследования в области промышленного электронагрева. Труды ВНИИЭТО. М.: Энергия. 1975, вып. 7. с. 18-22. 9. Манко Хауард X. Пайка. - В кн.; Справочник по пе,чатным схемам. Пер. с англ. М.: Советское радно. 1972. 695 с. 10. Общесоюзные нормы допусти.мых индустриальных радиопомех. М.: Связь, 1973. 72 с. 11. Осипов И. В. Электропечи для полупроводниковой промышленности. - Электротехническая промышленность. Серия Электротермия , 1975. вып. 9-10. с. 25-27. 12. Применение автоматизированных установок для пайкн в промышленности/Л. Л. Кочергин. Д. А. Мавлюдова. А. А. Щербаков н др. - В кн.: Промышленное применение токов высокой частоты. Труды ВНИИТВЧ. Л.: Машиностроение, 1973. вып. 13, с. 39 - 49. 13. Процесс пайкн двухслойных труб в расплавленных солях/М. Б. Гутман. Р. Г. Гольцева. В. Г. Кауфман. - Электротехническая про.мышленность. Серия Электротермия . 1975. вып. 4, с. 19-21. 14. Рыкалин Н. Н., Углов А. А., Кокора А. Н. Лазерная обработка материалов. М.: Машиностроение, 1975. 296 с. 15. Сосинов Ю. И., Чайкин П. М., Эрман А. Э. Расчетно-экспернментальное определение допустимых удельных мощностей прн индукционном нагрева цилиндрических заготовок. - Труды ВНИИЭТО. М.: Энергия. 197э, вып. 7. с. 86-88. 16. Технологическое оборудование электровакуумного производства/А. Т. Александрова, С. И. Бродский, И. И. Сажнн и др. Л.: Госэнергоиздат, 1962 303 с. Ь. Установка для пайки в электролите, С. Б. Лебедев, В. П. Де.мянцевнч, М. И. Самойлов и др. - Сварочное производство. 19S2, № 5. с. 24 - 25. 18- Чекунов И. П., .Макаров И. И., Ермолов В. А. Монтажная пайка стальных трубопроводов. - В кн.: Пайка в промышленности. М.: МДНТП, 1970. т. 2. с. 59-65. 19. Э-чектротеркическое оборудова- ние. Справочник Под ред. А. П. Альт-гаузена. .М.: Энергия. 19S0. 415 с. Для получения прочного соединения необходимо, чтобы место пайки было подвергнуто предварительной обработке. Классификация способов подготовки поверхности изделий к пайке приведена иа рис. 1. ВИЯ капиллярного течения припоя. Недостаток - обычно не удается контролировать количество основного металла. Механическая очистка при правильном применении гарантирует высокую надежность соединения. Подготовка по В е р хн о с ти к п ййке Термическая Механическая очистка очистка <5 <и Is Й Химическая очистка Нанесение покрытий Окаслеиае Рис. 1. Классификация способов подготовки изделий к пайке Счистка поверхности металлов под пайку Термическая очистка. Очистку заготовки от загрязнений и краски можно производить керосино-кисчородной или ацетилено-кислородной горелкой, дающей широкий факел пламени. Этот же способ с последующей обработкой металлической щеткой применяют для очистки поверхности металла от окалины и изоляции (табл. 1). Очистку деталей можно производить отжигом в восстановительной среде или вакууме. Механическая очистка. Достоинство этого способа - создание шероховатости поверхности, что улучшает усло- Очиапка напильниками, шаберами, шлифовальной шкуркой - способы .малопроизводительные, их применяют в еднннчно.м производстве для очистки от ржавчины, окалины и выравнивания поверхностей. После зачистки обработанную поверхность необходимо обезжирить. Очистка металлическими проволочными щетками - способ производительный и может быть использован в серийном и массовом производстве. Рекомендуется для подготовки поверхностей алю.миниевых и магниевых сштавов. Для механического удаления изоляции промышленность выпускает несколько типов автоматов. 1. Способы удаления изоляции с электропроводов
Фирменное название. *- Используют обычно для отделения оболочки с поверхности, подлежащей зачистке; в остальном изоляционный материал удаляют механическим способом. Обозначения: I - обычно используемый способ; 2 - используемый только в особых случаях; 3 - обычно не используемый. Очистку деталей можно выполнять в специальном галтовочно.м барабане. Этот способ очистки применяют для мелких деталей и удаления заусенцев. Гидропескоструйная и дробеструйная обработки - весьма эффективные и экономичные методы. Очистку поверхности обдувкой песком или дробью применяют при подготовке к пайке деталей с большой или сложной по форме поверхностью. Этот способ используют обычно для очистки деталей из железа и его сплавов; алюминиевые, магниевые, цинковые сплавы таким способом не очищаются. Для очистки используется кварцевый песок или абразивный порошок. Процесс осуществляют в специальной гидропескоструйной камере. Жела-тельно, чтобы частицы имели острые эани, оставляя поверхность слегка лероховатой. Тонкостенные детали не 8ЮЛЖНЫ искривляться. Сферическую металлическую дробь применять не гкомекдуется. ►Для хорошего смачивания припояуш е стедует при.мекять поверхность I высотой неровностей менее 10- 15 мкм, при сборке деталей при требуемой посадке с натягом высота неровностей должна быть 80-150 .мкм, что достигают накаткой. Шерохова-сть поверхности определяют с по-[ЧЩью профилометров или профнло-эафов. Химическую очистку поверхностен изделий осуществляют обезжириванием, травлением, про.мывкой в воде. Выбор способа определяется характером загрязнений, свойства.ми материала и конфигурацией деталей. Обработка поверхности деталей химическим путе.м может сопровождаться отрицательными явлениями, например наводороживанием, поэтому приведенные рекомендации по составам и режимам обработки основываются преимущественно на производственном опыте. Обезоюиривание паяемой поссрх-ности применяют для очистки деталей от остатков смазочных материалов и других жировых загрязнений. Животные и растительные жиры удаляют обычно хи.мическнм н.тн электрохимическим способо.м в растворах щелочей н некоторых солей, минеральные масла - промывкой в органических растворителях. Способы химическогс оезжирива-ння поверхностей перед панк( й и составы растворов приведены в табл. 2- 4 [9]. Простейшим и весьма эффективным способо.м обезжиривания в единичном и .мелкосерийно? производстве паяных изделий является обработка этих изделий венской известью, представляющей собой смесь СаО и АО. В условиях серийного и массового производства чаще применяют щелоч- ПОДГОТОВКА ПОВЕРХНОСТИ К ПАЙКЕ, СБОРКА ИЗДЕЛИЙ. ПРИСПОСОБЛЕНИЯ ДЛЯ ПАЙКИ 2. Составы ванн, г/л, для химического обезжиривания
Компоненты Алюм-инпП и его сплавы Едкий натр Углекислый натрий Трннатрнйфосфат Жидкое стекло Контакт Петрова 40 - 70 10-20 20-30 25-30 25-30 10-12 50-60 30 3. Режим обезжиривания деталей из алюминия, магния и их сплавов
4. Составы ванн, г/л, и режимы химического обезжиривания
* Температура 60-70 °С. выдержка 3-5 мин. Температура 50-60 °С. выдержка 5-10 мин. ные растворы. Не рекомендуется обезжиривать в растворах щелочей детали из металлов, химически реагирующих со щелочами, в частности из цинка, алюминия и свинца, или детали, имеющие на своей поверхности места, облу-женные оловянио-свиицовым припоем. В зависимости от загрязнений температуру растворов, приведенных в табл. 2-4, поддерживают в пределах 60-90 X с продолжительностью обезжиривания 5-30 мин. Консервирующие слои масел с изделий со сложными поверхностями, с внутренними полостями и глубокими отверстиями удаляют при помощи органических растворителей. Бензин хорошо растворяет жиры и масла. Парами ацетона пользуются для очистки деталей из алитированных металлов. Схема установки для обезжиривания в горючих растворителях показана на рис. 2, а. В крупносерийном и массовсм производстве детали очищают от жира дихлорэтаном, трихлорэтаном, три-хлорэтиленом и др. Они хорошо растворяют жиры и легко поддаются регенерации. Трихлорэтилен хорошо растворяет большинство смазочных материалов и органических соединений, не воспламеняется и позволяет обезжиривать изделия при повышенной температуре, чем улучшается и ускоряется очистка. Однако он склонен к разложению под действием света, особенно при перегреве. С целью повышения химической устойчивости тпихлор-этилена в него при изготовлении или непосредственно перед использова- Рис. 2. Схемы установок для обезжиривания: а - в горючем растворителе (/ - сливной вентиль; 2 - камера для загрязненного растворителя; 5 - фильтр: 4 - бак для зжнривання: 5 - крышка; - ре-втка; 7 - насос; - камера для чи-гого растворителя); б - погружение.м i/ - камеры обезжиривания; 2 - вы-яжное отверстие: 3 - загрузочное от-?стие; 4 - привод: 5 - корзина; 6 - епь; / - ролик (блок): - охлажда-ЦИй змеевик: 9 - подогреватель); - в парах растворителя (/ - подогрева-рль; 2 - клапаи; 3 - охлаждающий Чеевик; 4 - бак; 5 - двухстворчатая зышка; 6 - корзина: 7 - решетка; 8 - вентиль)  ----- ч\\\\\ЧЧЧ\Ч\\\\\\\ЧЧЧ\\\\ЧЧ\<Ч\\\\Ч 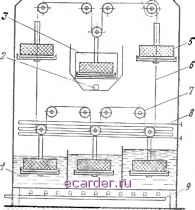 S 6  1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 [33] 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||