
|
| |
|
Слаботочка Книги 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 [36] 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 19. Технологический процесс очистки поверхности бериллия
30. Составы травильных (саст
Примечание, Воду добавл яют до требуемой консисте нции . 21. Составы и режимы ванн для подготовки кварца к химическому никелированиго
монтажа) или полимерной пленки, которая при нагреве перед пайкой разлагается без остатка (это полимеры ксилол, толуол, сополимер формальдегида с диоксаланом). Контроль качества подготовки поверхности. Для оценки качества подготовки поверхности к пайке может быть использована методика изучения релаксационных явлеушн при смачивании паяемой поверхности жидкостью Время релаксации и краевой угол смачивания позволяют количественно оценить качество подготовки поверх ности в технологии м!крсэ.;ектроник!-повышаются требования к чистоте поверхности и стабильности ее состояния Разработан прибор. позволяю-ший быстро проводить бесконтактные неразрушающие измерения контактной разности потенциалов ( КРП) в массе--вом произчодстве. Вречч ганого измерения не бо.1сс 1 чин. Измерение КРП п О га о. X £ m S с 5 о -- с; 3 2 ь< 2 ш ч о о о о о 1Л ю I I so-: 1 : с О = 6 К 2 : 5 к 1Я 23, Составы электролитов и режимы травления углеродистой стали
* Анод - свинец или его сплавы с сурьмой. *= Анод - кремнистый чугун (20-24 % Si) или сплав свинца с сурьмой (10-15 % Sbl г4. {.оставы электролитов и режимы травления легированной стали
2о. Составы и режимы работы ванн дл)1 иомбинировзмыой обработки стали и чугуна
выполняется ионнзанионным .методом с при.ченением источника а-изл учения. Этот способ дает возможность проводить колнчественн\ iO оценку загрязненности поверхностей. Окисление поверхности. Для обеспечения смачивання и пзяемости низкокобальтовых твердых сплавов групп WC-Со и WC-TiC-Со [7] нагрев деталей производится при 800 С в течение 10-30 мин Б зависимости от объема печи, подсоса воздуха, массы садки и состава твердого сплава. После охлаждения на воздухе окисная пленка на поверхности пластин должна иметь бурый цвет н толщину 0,3- 0,4 мм. Снятие окисной пленки бурого цвета с поверхности деталей пооисходит во вращающемся барабане из коррозионно-стойкой стали. Насыпной объем составляет (объемные доли) пластин твердого сплава - 50%, речного песка - 25 % , древесных опи.10к - 15 %, раствор каустической соды. Очистка поверхности твердосплавных пластин производится промывкой в горячей воде с последующей сушкой горячим воздухом. Подготовка к пайке стекла н металла. Стеклянные заготовки имеют, как правило, форму цилиндра или диска. Спаиваемые кромки должны быть выровнены и обработаны с целью удаления неровностей и мелких трещин. Это достигается шлифованием на чугунном диске с абразивным порошком. Все загрязнения после шлифования удаляются промывкой трубок в теплой подкисленной воде, затем в проточной воде с последующей сушкой в термостате. При наличии жировых и других трудно смываемых загрязнений стекло промывают в подогретой хромовой кислоте (НСгО). В массовом производстве вместо шлифования Topiia стеклянной трубки производят оплавление кромок на станках для обра-ботк. стекла. У металлической детати измеряется КТР и производится дефектсскспия с применением одного нз с.ществ\ю-щих способов. Металл\ ргические дефекты проволоки и прутков выявляются методом вихревых токов или с помощью ультразвука. Л!едь, предназначенная для изготовления паяных соединений, должна быть проверена на содержание фосфора н серы, растворенной закиси меди (кислородо-содержащая медь) и на количество адсорбированных газов. Повышенное содержание фосфора н серы приводит к разрыхлению пленки окиси на поверхности металла и к ослаблению ее адгезии к меди. Практически (исключая химический анализ) пригодность меди определяется следующей пробои: образец после очистки п травлеушя нагревается па воздухе до 880С и выдерживается при этой температуре около 5 мни, после чего сразу опускается в холодную воду. Образование плстуюи ыато-во-чериой окисной пленки свидетель-ctbvct о пригодности меди к пайке. Образование же рыхлой, шелушащейся пленки с трещинами свидетельствует о неудовлетворительном состоянии меди. Определить наличие кислорода Б меди можно путем ее нагрева в водородной печи до 900 °С и последующей деформацией. При наличии кислорода образец меди легко разрушается. Медь, содержащая большое количество газов, предварительую обезгаживается в водороде или вакууме (при температуре около 900 X) в течение 10- 15 мин. Поверхность металла, спаиваемая со стеклом, должна быть обработана до шероховатости Rz2(}. Для обеспечения требуемой шероховатости поверхности целесообразно при.менять электролитическое или химическое полирование деталей. После механической обработки металлические детали химически обрабатываются обезжириванием и травлением. Обязательной операцией подготовки всех специальных сплавов к пайке является отжиг в водороде или вакууме для предотвращения пористости в месте спая. Например, ковар отжигают при температуре 1050-1150 °С в течение 20-30 мин в водороде или ваккуме Для обеспечения спаивания металла со стеклом в большинстве случаев необходимо ок1г:тен1!е поверхности металла. ОптимильгУЮ толщин\ окисной пленки на металле определяют по цвету спая, а он saysiicHT от химического состава окисной пленки Так, молибденовые спаи ха!)актеризуются светло-кприч и eiibiM цветом, спаи вы-сокохромнстой стали - зеленым спаи ковара - серым н т. д. Для предотвращения переокисления металлов (особенно при изготовлении крупных и сложуых спаев) детали предварительно покрывают слоем стеклянной пасты, изготовленной из порошкообразного стекла того же состава со связующим (ацетон, метиловый спирт). После просушивания паста оплавляется в сплошной слой предварите;:ьным нагревом в печи или при спаивании. Таки.м путем происходит эмалирование металлической поверхности. Аналогич1[у10 функцию выполняют пленка борнокислых солей на поверхности меди, окисленной до закиси меди (CU2O). Предварительно обезжиренная, протравленная и окисленная медь (нагрев до 320-350 °С с мед-ленньш охлаждением), подготовленная к спаиванию, смачивается нагретым до 70 С 12 %-ным водным раствором буры в муфельной печи и нагревается до температуры 700 °С в течение 3-10 мин ( Б зависимости от размеров детали). Обработанная таким образом деталь покрыта слоем СпО и стекловидным слоем оплавленной буры. Этот слой предохраняет медь от переокисления и обеспечивает хорошее смачивание поверхности расплавленным стеклом. Для предотвоа-щения переокислеУ1ИЯ металла (молибдена, вольфрама) применяют электролитическое его покрытие другими металлами, имеющими высокую адгезию к стеклу ([апример, хромирование), или термодиффузионное хромирование. Термодиффузионное хромирование осуществляется в смеси порошков хрома и окиси алюминия. Нагрев деталей производится в защитной атмосфере при 1100-1300 °С в течение 3-4 ч. Чем больше температура и время выдержки, тем толще слой, насыщенный хромом Тепмодищ(Ь\-3ионное хромирование можно производить в газовой соеде или соляной Банне Возможно насыщение и др\-гимн металлами (например, кремннеу -силицировачие. золотом, серебром) Так как серебро при высоких температурах плохо защищает от окислеушя. его покрывают слоем индия или золота Гальванические покрытия на паяемых металлических деталях изменяют их ТКЛР пропорционально ТКЛР металла покрытия и его толщине Еще одним способом предотвращения переокисления металла является спаивание металла со стеклом в защитном газе (в среде азота, углекислого газа, аргона, гелия, формиргаза, диссоциированного аммиака или Предварительное нанесение металлических покрытий Металлические покрытия наносят на поверхность деталей с целью: облегчения процесса пайки труднопаяемых металлов (технологические покрытия); предотвращения нежелательного взаимодействия припоя и паяемого металла (барьерные покрытия); облегчения процесса пайки, при этом наносят припои; достижения необходимой пористости поверхности паяемого металла (в случае необходимости получения вакуум-но-плотного соединения); обеспечения пайки неметаллических материалов (керамики, графита и др.). Способы нанесения покрытий. Покрытие, нанесенное на места пайки, должно Прочно сцепляться с паяемым материалом. Во время последующих нагревов в процессе неизбежной технологической обработки нанесенные покрытия не должны вздуваться и отслаиваться. При пайке некоторых металлов и сплавов, покрытых устойчивыми окис-ными Пленками, обычно применяемые способы удаления этих пленок (флюсование, применение восстановительных и нейтральных газовых сред и т. п.) могут оказаться недостаточными. К таким металлам относятся алюминий, алюминиевая бронза, высоколегированные стали, чугун и др. В этих случаях для успешного затекания припоя в зазор применяют предварительное покрытие поверхности паяе.мых деталс! ; припоем или металлом, на которых при пайке образуются менее стойкие и, следовательно, легче паяемые окислы металла или сплава. Для Этой Цели применяют олово, медь, серебро, кадмий, железо, никель и сплавы олово-свинец, олово- цинк и олово-медь Способы нанесения металлических покрытии на поверхности деталей приведены на рис. 6. Рис, 6. Виды покрытий и Способы их нанесения Наиболее широко применяют лужение изделий натиранием и погружением. В некоторых случаях рекомендуется метод реактивного лужения. Горячее покрытие погружением изделий в жидкий припой можно производить через слой расплавленного флюса или окуна!Шем в жидкий флюс, а зате.м в ванку с расплавленным припоем (рис. 7). Излишки незастывшего 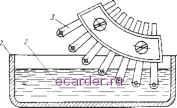 Рис. 7. Лужсн1е [югржс.чием: 7 - тигель; 2 - расплавленный припой, ,i - детали, подверг1!1ощ1е.:я лу- Припоя удаляют вибрацией обдувкой сжатым возд\хом, ueнтDиф гированн-ем, механической вращающейся щеткой <1400 об мин, имеющей поступательное движение (скорость 2-3 м/с) или погр\жениеч в ванну с флюсом. Для получения качественною лужения необходимо обеспечивать удаление окислов с noBepxiiOCTH лудильной ванны. Для этого на поверхности ванны создают защитный слой флюса или графитового порошка, которые надо периодически возобнозля1ь (jxe- 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 [36] 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||